Advantages of PolyJet technology in prototyping



















A Stratasys gyors prototípus-készítési megoldásai kellő rugalmasságot biztosítanak az ötletek sosem látott módon történő megvalósításához, teszteléséhez és finomításához, hogy a kész termék minden eddiginél gyorsabban elérhetővé váljon a piacon.
Ismerje meg, hogy a 3D nyomtatással készített gyors prototípusok hogyan változtatják meg az üzletmenetet!
Találja meg az Önnek megfelelő működőképes prototípus-készítési alkalmazást!
A VARINEX Zrt. 3D nyomtatás üzletága több évtizedes 3D nyomtatási tapasztalattal rendelkezik, és tudja, hogyan használható a technológia az adott alkalmazási területen. Projektindítás előtt lépjen kapcsolatba szakértő mérnök kollégánkkal. Kérdése van az FDM vagy a PolyJet technológiával kapcsolatban? Szívesen válaszolunk.



There are countless different 3D printing technologies and materials to choose from these days, and the number of processes will only grow over time. Metal printing, laser sintering with plastic, FDM and PolyJet technology – and the list is constantly growing as the industry adopts the process.

The dynamically changing additive manufacturing market can often be difficult to navigate, especially if you are just getting acquainted with the technology. At Stratasys Hungary's partner, VARINEX Zrt. 3D Printing Business, our project and application engineers will assess your real needs to use the most efficient technology and raw materials to solve a given task.
There are many promises and false information on the internet regarding various 3D printing solutions, but it is important to get help from a stable and Hungarian company that has been dealing with 3D printing for more than two decades to navigate this information.
We have compiled a list to help you choose the right technologies and raw materials:
Application – What is the intended use of the product or part? You may need to manufacture a complex product or part in small quantities that requires strong materials, dimensional accuracy, and repeatability. Considered consumables, precision casting patterns are single-use and must be burned out of the mold during use.
Function – What is the purpose of the part? It may be for concept approval, so it only needs to resemble the final product or part in appearance. If the goal is to create a functional part, it must be manufactured from mechanically resistant materials that meet higher quality expectations and with equipment that offers a higher technological standard.
With Stratasys technologies, repeatability and materials that meet higher quality expectations are also available.
Stability – Where will the part be used? For example, if it needs to maintain its load-bearing capacity or shape at high temperatures, we can offer you a solution using Stratasys’ engineered and high-quality materials.
Should it be suitable for outdoor use? In this case, you will need a UV-resistant material. Do you need an ESD, i.e. conductive material? We can recommend our ABS-ESD7 material. Will the part come into contact with the human body? Then a biocompatible material must be used. ABS M30-i and PC ISO materials are the solution.
Durability – What is the expected life of the part? It is important to consider both the number of manufacturing cycles and the duration of the application. For example, molds or production tools are subjected to hundreds of cycles and prolonged friction, but for prototyping they need to last only a week. Some 3D printing materials only work flawlessly for a very short time, while the materials offered by Stratasys can maintain their mechanical properties for years.
Aesthetics – How should the part look and feel? PolyJet technology can produce smooth, non-reworkable parts, but it is not suitable for all applications. Thermoplastic and powder processing processes, such as Laser Sintering (LS) and Fused Deposition Modeling (FDM), can produce stronger and more durable parts, but these may require additional surface treatment based on the user’s requirements. With the powder film offered by Stratasys, we find the ideal solution for each of our customers.
Economy – What is the budget and how much time is available? If you are working with a predetermined budget and need X quantity of a certain part, price will weigh more heavily than value in your decision-making. Speed and quality have traditionally been inversely related – speeding up production has led to a decline in quality. With Stratasys solutions, it is possible to reduce time to market and costs without sacrificing the highest quality.
Priorities – What is the most important factor in your decision-making? Think about your primary objective and ultimate project goals and choose your range of 3D printing technologies and materials based on that.
Choosing the right additive manufacturing technology and material for your application is crucial to part performance and results. It is crucial to understand the benefits of each technology and material.
VARINEX Zrt. has been providing 3D printing for 25 years and offers a profit-oriented approach. Before starting a project, contact our expert engineer colleague 3dp@varinex.hu .

Szuperautó 3D nyomtatási technológiával – a gyors, hatékony, ipari szintű additív gyártás áttörést hozott
A Briggs Automotive Company a Stratasys FDM 3D nyomtatási technológiáját használja egy légbeszívó prototípusának elkészítéséhez.

A Briggs Automotive Company (BAC) a Stratasys Fused Deposition Modeling (FDM) technológiájával gyártotta le a légbeszívó rendszer működő prototípusát a Mono R szuperautóhoz.
A 3D nyomtatással a BAC-nek sikerült a két hetes munkafolyamatot mindössze néhány órásra rövidítenie, így hamarabb be tudta szerelni a légszűrőházat, és megkezdhette annak ellenőrzését, hogy a terv a közutakon is működőképesnek bizonyul-e.
A BAC Mono R nagyjából 270 km/h-s végsebességre képes, teljesítménye meghaladja a 340 féklóerőt (bhp), tömegarányos teljesítménye pedig eléri a 612 féklóerőt tonnánként. Azáltal, hogy több oxigént képes eljuttatni az égéstérbe, az autó légszűrőháza kulcsfontosságú szerepet játszik abban, hogy az autó ilyen sebesség és teljesítmény elérésére lehet képes. Működés közben az alkatrész jellemzően 100 °C feletti hőmérsékletnek van kitéve, ezért a végterméknek teljes egészében szénszálas anyagból kell készülnie.
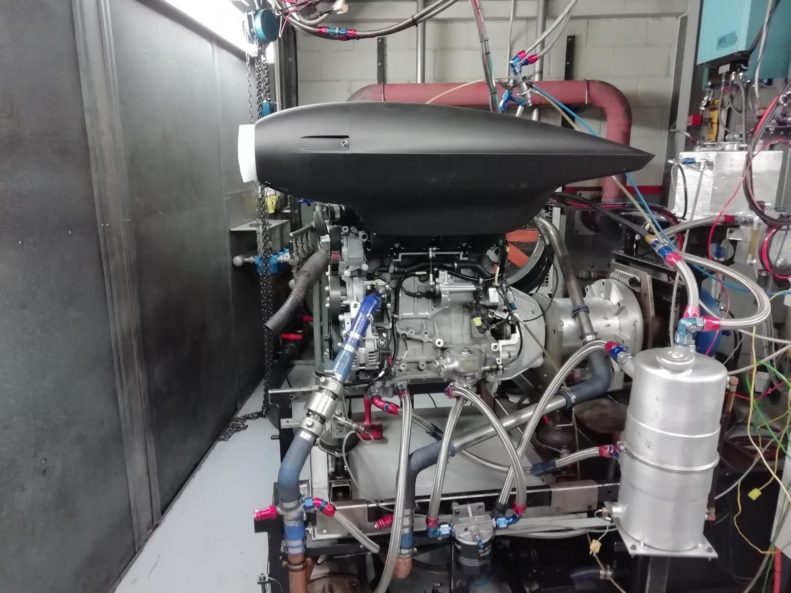
A BAC csapata a Stratasys F900 Production 3D nyomtatóval kinyomtatta a légszűrőház prototípusát a cég szénszálakkal erősített, hőre lágyuló Nylon 12CF alapanyagából, amely akár 140 °C-os hőmérsékletnek is képes ellenállni. Ezzel a megoldással a vállalat mindössze néhány napon belül el tudta végezni a teljesítményteszteket, és biztos lehetett benne, hogy ha szükséges, még a hét vége előtt egy újabb változatot is össze tud állítani. A hagyományos prototípus-készítési módszerek alkalmazása esetén az esetleges tervmódosítások további két hetes várakozást eredményeztek volna.
„A gyors, hatékony, ipari szintű additív gyártás áttörést hozott a fejlesztési folyamatban – állapította meg Ian Briggs, a BAC tervezési igazgatója. – 3D nyomtatással órák alatt elkészült a légszűrőház pontos prototípusa, amelyet azonnal beépíthettünk az autóba, és megkezdhettük a tesztelést. Így sokkal hamarabb el tudtunk jutni a fejlesztéstől a gyártásig. A prototípus teljesítménye nagyon közel állt az öntőformában készült, szénszállal megerősített műanyagéhoz, és könnyen megállta a helyét a tesztpályán. Ez csak a kezdet volt a BAC csapata számára. A tervezői csapat a jövőben is szeretne élni az additív gyártás előnyeivel, hogy újabb és újabb korlátokat törhessünk át.”
Forrás: Todd Jones / Stratasys blog
A cikk a techmonitor.hu oldalán jelent meg.



Sokan rajongunk a 3D nyomtatásért, de sokszor nehéz eldönteni, hogy ezzel a 30 éve töretlenül fejlődő és változó technológiával kapcsolatban melyek a valós, és melyek a túlzó állítások. Manapság leggyakrabban a „termelésre kész” hívószóval találkozhatunk. De mit is jelent ez valójában?
A 3D nyomtatási technológiát már három évtizede használják prototípusok készítésére. De a 30-ból jó 20 év során a korai alkalmazók – elsősorban a járműiparban – hogy eleget tehessenek a gyártási igényeknek, egyre nagyobb elvárásokat támasztottak egyes 3D nyomtatási technológiákkal szemben.
A „gyártásra készség” népszerűségét alapvetően két tényező motiválhatja. Az első a befektetés. Számos, komoly háttérrel rendelkező vállalat lép be az iparágba azért, hogy a gyártási igények kielégítése érdekében egy új technológiát vagy egy már meglévő technológia egy új változatát hozza létre. A másik tényező a technológiai érettség. A Stratasys azon dolgozik, hogy finomítsa a gyártásban érdekelt felhasználóknak kínált technológiát. A repülőgépbelsők kialakításához készült F900mc Aircraft Interiors Solution (AIS) megoldás formájában az iparág egyedülálló ismétlési pontossággal és megbízhatósággal rendelkező additív gyártási eljárása jött létre.
De hogyan teljesít a Stratasys technológia más iparági szereplők „gyártásra kész” technológiáihoz képest?
Az elmúlt hónapban a 3Dprint.com egy ötrészes sorozatot tett közzé, amely pontosan ezt a kérdést vizsgálja. A sorozat címe „Az additív gyártási eljárások változékonysága” (Variability of Additive Manufacturing Processes), a szerző Todd Grimm. A sorozat hat technológiát hasonlít össze, köztük a Stratasys F900mc AIS FDM-technológiát, valamint az MJF, az SLA, az SLS és a CLIP technológiát, továbbá egy márkafüggetlen FFF-folyamatot – a fő mérce a megismételhetőség volt. A mechanikus tulajdonságokat, a geometriai pontosságot és a precizitást (megismételhetőséget) statisztikai módszerekkel értékelték, szemben a korábbi, más és más eredményekkel végződő tanulmányokkal. A tesztelést függetlenül, robusztus és következetes módszertannal hajtották végre.
Ami a mechanikai tulajdonságokat illeti, az FDM, az MJF és az SLA is meglehetősen jól teljesített: a szakítószilárdság és a rugalmassági modulus variációs együtthatói (CoV) az 1–4%-os tartományon belül voltak. Az SLS, a CLIP és a márkafüggetlen FFF már nem teljesített ilyen jól. Különösen a márkafüggetlen FFF z tengelyi rugalmassági modulusának CoV-értéke volt elképesztő (54%-os), a tulajdonságok ebben az esetben tehát gyakorlatilag kiszámíthatatlanok. A Stratasys FDM technológiájának 1,8%-os szórásértékével összehasonlítva egyértelmű, hogy nem minden FDM/FFF, extrudálással működő gyártási technológia tekinthető egyenlőnek a felhasználók szempontjából.
Ami a méreteket illeti, számos kis és nagy léptékű mérést végeztek annak érdekében, hogy a pozitív és negatív alaksajátosságokat jellemezhessék. A CLIP technológia az általa kínált alacsony nyomtatási volumen miatt sajnos nem került be a tanulmány ezen részébe. A márkafüggetlen FFF technológiával készült vizsgálati alkatrészeket a deformálódások csökkentése érdekében a nyomtatás után fel is kellett melegíteni, így azonban egyes méréseket nem lehetett elvégezni.
Az adatokból jól látható, hogy a különböző technológiák különböző szempontokból teljesítettek jól. Érdekes módon az SLS és a márkafüggetlen FFF technológia remek alaksajátosság-pontosságot biztosít, a nagymértékű szórás azonban azt mutatja, hogy ezek a technológiák pontosak ugyan, de nem precízek. Ezzel szemben az SLA rendkívül magas precizitást és konzisztens eredményeket biztosít, az alaksajátosságok azonban viszonylag pontatlanok. Grimm ezt következőképp összegezte: „Az MJF-nél egyszerre hiányzott a pontosság és a precizitás. A pontosság és a precizitás legjobb kombinációját pedig az FDM biztosította.”
A 3D nyomtatás rengeteget fejlődött az idők során. Bár a technológiák mindegyike továbbra is a „sorozatgyártási képesség” elérésére törekszik, az újdonságok és a régóta megbízhatóan teljesítők közötti különbségek egyértelműek, hiszen a Stratasys évről évre az ügyfelekkel szorosan együttműködve fejleszti termékeit. Ez nehéz és időigényes munka, de „a tanulmány bemutatta, hogy a mechanikai tulajdonságok és a geometriai méretek szórása terén az FDM technológia jár az élen a gyártásra készségért folytatott versenyben.”
Ebben az esetben nem csupán egy múló divatról van szó. Felkészült a „gyártásra kész” technológiákra és a következő lépésre?
Forrás: Bartt
Stoltman / Stratasys blog
VARINEX Zrt. has been providing 3D printing for 25 years and offers a profit-oriented approach. Before starting a project, contact our expert engineer colleague 3dp@varinex.hu .

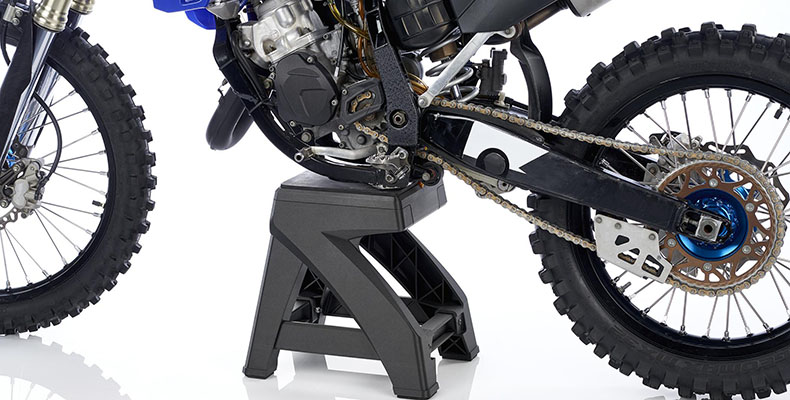
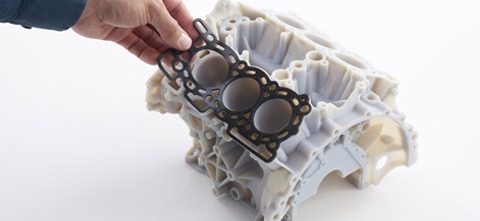
A comprehensive guide to 3D printing plastic parts using PolyJet technology
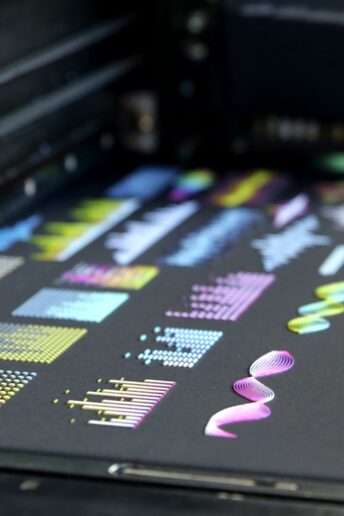
Create prototypes, models, and patterns with unparalleled resolution and detail using PolyJet technology. Your designs can be realized with vibrant colors and final product-level quality.
Choose from over 100 material combinations, allowing you to display different material properties and aesthetic characteristics (such as flexibility and transparency) directly in your parts.
PolyJet is a 3D printing process that uses a UV-curable acrylic-based resin and operates on a similar principle to inkjet printing.
PolyJet technology spreads photosensitive polymer material in 14 or 27 micron layers for printing and uses UV light to solidify the material.
The models produced in this way do not require post-treatment, but immediately exit the 3D printer with final mechanical properties.
PolyJet can print both rigid and flexible materials in the same print job, allowing for the production of parts that are traditionally made using multi-component injection molding without the need for tooling. This technology is also capable of producing parts with Shore A hardnesses ranging from 30 to 95.
Because PolyJet eliminates the need for tooling and post-processing to produce parts that are traditionally produced by multi-component injection molding, it is often used to produce prototypes that require elastomeric surfaces (such as handles and buttons) or to test the material hardness of parts that require flexibility.
For more information on how PolyJet works, watch our PolyJet technology video below:
PolyJet is perfectly suited to meet the needs of designers who want realistic models, but have been forced to settle for models with inaccurate colors and rough and poor quality surfaces. PolyJet is VARINEX Zrt.'s fastest technology, which allows parts to be manufactured ready for delivery in a few hours. Request a quote or help from our colleagues if you have any further questions about manufacturing with PolyJet technology.
Printing with multiple substrates with PolyJet
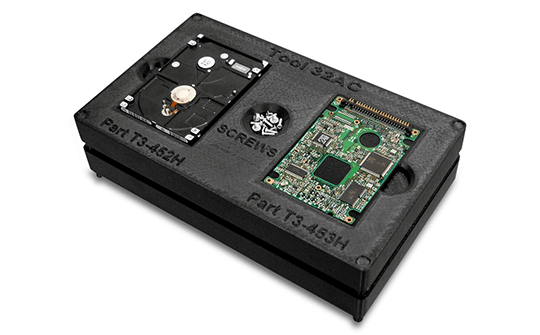
3D printing with PolyJet allows for the use of multiple materials in a single printing process, allowing you to quickly create realistic parts and start producing physical models of design variations early in the product development cycle.
3D printing with PolyJet ensures the highest possible accuracy and detail in the production of products.
With a wide range of PolyJet materials, you can combine multiple materials – within a single model – to simulate multi-component injection molding, produce flexible and multi-colored parts, and create complex models.
By utilizing photosensitive polymer materials to meet functional and aesthetic needs, PolyJet provides a cost-effective and efficient solution for prototyping and modeling.

Use PolyJet technology's colorful and versatile material properties to prepare your products for mass production.

You can try out different design variations and bring your ideas to life using PolyJet technology. Learn more

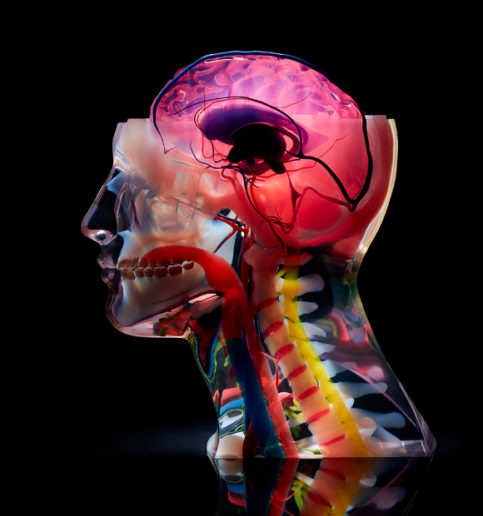
Lifelike anatomical models for realistic simulation of treatments.
Our years of experience using PolyJet have made us experts in producing stunning quality 3D printed parts across a wide range of industries and materials.
Explore the incredible range of PolyJet material options and use multiple materials on the same model. Do the impossible in prototyping – simulate multi-component injection molding, create flexible, multi-color parts, and create complex models with layer thicknesses as low as 14 microns at high resolution (up from the standard 27 microns).

Vero (rigid)
Vero is a rigid and durable, photosensitive polymer material that is ideal for producing beautiful, realistic, dimensionally accurate models where detail and a high-quality finish are essential.

Agilus is a rubbery, high-tensile, photosensitive PolyJet substrate that is resistant to repeated bending. Ideal for rapid prototyping and design verification, this rubbery material can simulate the appearance and function of rubbery products.
Used for conceptual modeling of elastomeric product features, multi-component injection molding can produce parts with flexible and rigid elements in a single step. PolyJet's multi-component printing process combines the rubbery Agilus material with Vero materials.
Digital ABS Plus™ can be used to simulate standard ABS plastics, providing high levels of heat resistance and toughness. It is suitable for simulating parts that require high impact resistance and shock absorption. It significantly improves the mechanical performance of parts and prototypes used for design verification and functional testing.

Rigur is a tough and durable material that simulates polypropylene. It provides reliable performance and is ideal for dimensionally stable prototypes. It is ideal for flexible snap-on joints and hinges.
Not sure where to start? Our experts are ready to help.
VARINEX Zrt.'s services are not only backed by industry leader Stratasys - in addition to 25 years of 3D printing experience, we also have a tireless team of engineers who can assist you at any stage of your project. To request a quote, please send your name/email address and phone number 3DP@varinex.hu , attaching your CAD model. Our colleagues will contact you shortly.
By applying PolyJet in several industries, we have developed customized solutions, enabling us to meet the expectations of our customers with a wide range of needs.
Our ISO 9001 quality assurance certification ensures that our engineering team will not rest until they meet your precision parts needs.
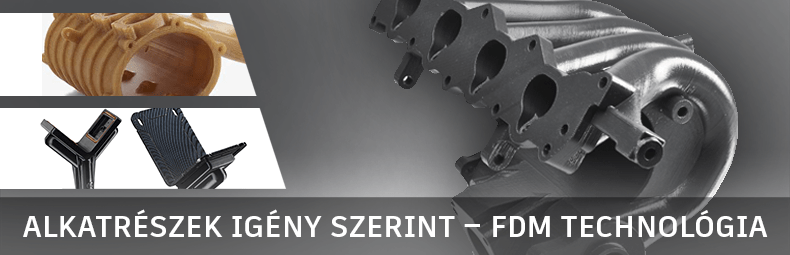
Az FDM eljárás a 3D nyomtatással történő gyártás tervezési
szabadságát kínálja, emellett felgyorsítja a fejlesztési és gyártási
folyamatokat. Lehetővé teszi a nagy szilárdságú, hőre lágyuló műanyagok
felhasználását már a prototípusok készítésénél is.
Olyan nagy szilárdságú, mérnöki felhasználású alapanyagokat is alkalmazhat, mint a polikarbonát és az ULTEM™ 9085 resin hőre lágyuló műanyagok.
Az FDM technológiával hőálló és vegyi anyagoknak ellenálló,
kiemelkedő szilárdság–tömeg aránnyal rendelkező alkatrészek és működőképes
prototípusok is készíthetők.
A Fused Deposition Modeling (FDM) az egyik legszélesebb
körben alkalmazott 3D nyomtatási eljárás napjainkban, amelynek során
megolvasztott műanyagot oszlatnak szét a nyomtatási felületen vékony rétegekben.
Az FFF (Fused Filament Fabrication) néven is ismert 3D nyomtatási eljárás
azonos alapokon nyugszik, mint az FDM eljárás, azonban az FDM technológia a
magas hőmérsékletű, zárt munkatér és a több, mint 30 éves fejlesztési munka
eredményeként olyan nagyteljesítményű műanyagok nyomtatására is alkalmas,
amelyre az FFF technológia nem.
Az FDM gyártási technológiát széles körben használják a
repülőgépiparban, a közlekedési iparágban és különböző ipari alkalmazásokban.
Download our design guide to learn about design considerations for the FDM technology process!
Az FDM technológia lehetővé teszi olyan mérnöki
felhasználású, hőre lágyuló műanyagok használatát, amelyek nehéz körülmények
között, kemény teszteken és nagy igénybevételt jelentő alkalmazási területeken
is megállják a helyüket.
Az FDM technológiával a kizárólag 3D nyomtatással
előállítható geometriák gyártásához az iparból már jól ismert, nagy
szilárdságú, stabil műanyagokat használhatja.
Az FDM segítségével a vállalatok még több lehetőségre
mondhatnak igent az alacsony darabszámú, egyedi gyártási alkatrészek
előállítása terén.


Befogó készülékek és ülékek

További információ az FDM technológia alkalmazási területeiről >>>
Számos iparág-specifikus hőre lágyuló műanyag közül választhat, ha speciális tulajdonságok elérése a cél. A nehézgépiparban és a közlekedési ágazatban a PC-ABS-t használják kiváló szilárdsága miatt, a repülőgépipari mérnökök pedig az ULTEM™ 9085 és az ULTEM™ 1010 resineket részesítik előnyben az FST-minősítésük és az FAA 25.853-as számú szabványának való megfelelőségük miatt.
Egyes anyagok biokompatibilitásuknak és MRI-készülékekben
való használhatóságuknak köszönhetően egészségügyi alkalmazásokra is ideálisak.

Alkatrészek 3D nyomtatása ABS, ULTEM™ 9085 resin, ULTEM™ 1010 resin, polikarbonát, polyamid és más anyagokkal. Kérjen árajánlatot vagy kollégáink segítségét, ha további kérdései vannak az alkatrész FDM technológiával történő gyártásával kapcsolatban.
Az FDM technológiát feltaláló család tagjának lenni azt
jelenti, hogy a Stratasys kutatás-fejlesztés iránti erős elkötelezettsége
támogat minket. A Stratasys csapata folyamatosan kutatja az új alkalmazási
területeket és lehetőségeket.
A VARINEX Zrt. több évtizedes 3D nyomtatási tapasztalattal rendelkezik, és tudja, hogyan használható az FDM technológia az adott alkalmazási területen. Projektindítás előtt lépjen kapcsolatba szakértő mérnök kollégánkkal.
Kérdése van az
FDM technológiával kapcsolatban? Szívesen válaszolunk.
Ismerje meg a STRATASYS mérnöki FDM alapanyagait: Polikarbonát, PC-ABS, Nylon >>>
Ismerje meg a STRATASYS sztenderd FDM alapanyagait: ABS, ASA és PLA >>>

Ha Stratasys FDM (Fused Deposition Modeling) 3D nyomtatót használ, az alapanyaglehetőségek végtelennek tűnhetnek, de fontos, hogy megbizonyosodjon arról, hogy az Önnek legjobban megfelelő Stratasys alapanyagokat használja az FDM alkalmazásokhoz. Egy előző cikkünkben röviden ismertettük az ABS, az ASA és a PLA alapanyagokat. Most az FDM mérnöki alapanyagok ismertetésén a sor: a Polikarbonát, a PC-ABS és a Nylon alapanyagokat mutatjuk be, amelyek Stratasys Fortus típusú nyomtatóval rendelkező ügyfelek számára elérhetőek a „mérnöki műanyagok” csomagban.
A polikarbonát anyagok a folyamatosan ismétlődő karbonát monomer szerkezetükről kapták a nevüket, sokan Lexánként ismerhetik (a Lexan a SABIC védjegye). A Polikarbonát (PC) rendkívül népszerű az iparban. Nagy szilárdság, ütésállóság és könnyű kezelhetőség jellemzi az ebből az alapanyagokból készült modelleket. A többi amorf polimerhez hasonlóan a PC alapanyag jól nyomtatható, de kontrollálni kell a zsugorodását, ebből kifolyólag nem tanácsos a nyílt munkaterű nyomtatókkal való használata, de a zárt, fűtött és ipari sztenderdek szerint kontrollált hőmérsékletszabályozással és -eloszlással rendelkező berendezésekben a nyomtatása nem jelent kihívást a felhasználóknak.
A Stratasys Polikarbonát fehér színben kapható minden Fortus rendszerhez. Nyomtatható törhető PC-támaszanyaggal (standard T16 tippekkel) vagy oldható SR-100 (T12-SR100 tippekkel) támaszanyaggal, 127-330 mikron rétegvastagsággal.
Működési szempontból a PC könnyen használható, ugyanazokkal az alaplapokkal mint az ABS és az ASA.
Fontos, hogy a PC hajlamos a termikus sokkra, így a legjobb elkerülni a forró alkatrészek hideg tisztító tartályba való helyezését vagy akár fordítva, hogy elkerüljék a repedéseket.
140° C-nál (4,5 Bar nyomásnál) a PC-nek van a legmagasabb hőstabilitása a konkurens alapanyagokkal szemben. Kivételesen erős tömörítésnél, a tömör részek terhelése deformáció nélkül, akár öt tonna/cm3is lehet. Nagy kopásállósága miatt remek lemezformázó szerszámok elkészítésére, és sok esetben jobb választás, mint a hagyományos acél szerszámok. A szerszámozás mellett a Polikarbonát remekül használható ülékek és mérősablonok, illetve vákuumszerszámok gyártására is.

Kiváló elektrosztatikus szigetelő. Ha a nyomtatott alkatrészeket érintkezésbe kell hozni élelmiszerekkel, akkor biokompatibilis változatban is elérhető fehér vagy áttetsző színben (ISO 10993 USP Class VI).

A PC-ABS a Polikarbonát és az ABS ötvözete. 30% -kal erősebb, mint az ABS, 13% -kal magasabb a hőtűrése, ezen felül hajlékonyabb és rugalmasabb, mint a PC. A fekete PC-ABS minden Stratasys Fortus FDM géppel nyomtatható, szabványos tipekkel (T10-T20) és alaplapokkal. A PC-ABS alapanyag már elérhető a Stratasys F370-hez is. A magasabb hőtűrés miatt jó választás mérősablonokhoz, szerelő ülékekhez, vákuumszerszámokhoz is. A PC-ABS oldószerrel simítható, pórusai lezárhatók, jó választás lehet tömör, porozitásmentes alkatrészeket igénylő alkalmazásokhoz is.
A DuPont védjegye után a Nylon név most már a poliamid néven ismert polimerek osztályának szinonimája. Míg a legtöbb Stratasys FDM-anyag amorf polimerként van besorolva, a nylonok félkristályosak, mert a molekuláris szerkezetük képes rendezett kristályszerkezeteket kialakítani. Ezek a kristályos szerkezetek lehetővé teszik, hogy a nylon anyagok rendkívül erősek maradjanak, rendkívül vékony szálakban is; ebből kifolyólag nagyon népszerűek a textiliparban. A 3D nyomtatás során a nylonok amorf polimerekként viselkednek, de a nyomtatott alkatrészeket kristályos szerkezetekké lágyíthatjuk, drasztikusan javítva azok szilárdságát, hőállóságát és izotropiáját.
A Nylon12 fekete színben elérhető minden Stratasys Fortus FDM gépen. A szabványos tipekkel 127-330 mikronrétegben nyomtat speciális építőlemezeken, oldható SR-110 támasztóanyaggal (T12-SR100 tip). A nylonok különösen higroszkóposak (nedvességet szívnak magukba a levegőből) és szárazon kell tartani őket ahhoz, hogy jól nyomtathatók legyenek. Használatakor különösen ügyelni kell arra, hogy az alapanyagtároló kaniszter zárva legyen, és tárolásnál is fontos, hogy ne kapjanak nedvességet. A nyomtatás után az összes nylon alkatrészt legalább 4 órán át hőkezelni kell, hogy az a maximális teljesítményt nyújtsa. A nylon alkatrészek általában jól nyomtathatók, a sacrificial tower beállítással javíthatunk a jó felületi minőségen.
A Nylon nagyon erős, keményebb, de kevésbé hajlamos a fáradásos törésre, mint a PC-ABS, ráadásul jobb kémiai ellenállással is rendelkezik. A Nylon12 a legjobb választás pattanókötésekkel rendelkező funkcionális prototípusokhoz.

Az F900 esetében elérhető a fekete Nylon6, 254 és 330 mikron rétegvastagsággal. A Nylon12-hez hasonlóan a Nylon6 is rendkívül hajlékony, de 50%-kal nagyobb szilárdsággal és hőállósággal rendelkezik, mint a Nylon12, és majdnem kétszer olyan merev. Tehát, bár sok alkalmazásban a Nylon12 fejlettebb verziójának tekinthető, ez jobban megfelel szerszámok elkészítéséhez. Az olyan befogókhoz és ülékekhez, amelyeknek merevnek kell lenniük, de bírniuk kell a kemény kezelést és az esetleges elejtést, nagyszerű a Nylon6 alapanyag.
Összefoglalva, a műszaki hőre lágyuló műanyagok ideálisak, ha a szilárdság, a hőtűrés, a merevség és a tartósság követelményei alapján a szabványos ABS, ASA és PLA műanyagok már nem megfelelőek az adott alkalmazáshoz. A PC, PC-ABS és a Nylon jól illeszkedik a funkcionális prototípusokhoz és végleges alkatrészekhez.
Download our design guide to learn about design considerations for the FDM technology process!
A VARINEX Zrt. szolgáltatásai mögött nem csupán az iparágvezető Stratasys áll – a 25 éves 3D nyomtatási tapasztalat mellett egy fáradhatatlan mérnökcsapattal is rendelkezünk, amely bármely projektszakaszban segítséget nyújt Önnek. Kérdése van? Segítünk!
Projektindítás előtt lépjen kapcsolatba a szakértő mérnök kollégákkal a 3dp@varinex.hu email címen!
Amennyiben egy Stratasys FDM (Fused Deposition Modeling) 3D nyomtató iránt érdeklődik, esetleg már rendelkezik is eggyel, fontos számunkra, hogy a lehető legjobban ki tudja használni a benne rejlő lehetőségeket. A berendezés gyors megtérülése, az idő- és költségmegtakarítás egy-egy adott alkalmazáshoz a megfelelő anyagok kiválasztásával maximalizálható. Amennyiben ön még most ismerkedik az additív gyártás világával, akkor az anyagok kiválasztásában kérje szakértő kollégáink segítségét. Ebben a cikkben röviden ismertetjük a Stratasys FDM alapanyagokat, amellyel támpontot szeretnénk adni az alkalmazásokhoz megfelelő műanyagok kiválasztásában. Először a leginkább elterjedt, standard alapanyagokra, az ABS-re, a PLA-ra és az ASA-ra összpontosítunk.
Az FDM technológiájú 3D nyomtatók két legelterjedtebb alapanyaga az ABS és a PLA. Az ABS-volt az első az FDM technológiában használt hőre lágyuló műanyag, amikor a technológiát a Stratasys-t alapító Scott Crump 1989-ben szabadalmaztatta.
A Poly Lactic Acid (vagy polilaktid) alapesetben áttetsző poliészter, amely természetes keményítőkből (kukorica, cukornád stb.) származik. Kemény és merev, alacsony az üvegesedési hőmérséklete (Tg) és biológiailag lebontható (komposztálható), így az élelmiszer-csomagolásban is népszerűvé vált, többek között a környezetbarát termékek között. A PLA kevésbé tágul, mint a például az ABS alapanyag, amikor felmelegítjük, ezzel a tulajdonsággal hatékonyan használható az olcsóbb kategóriába tartozó, munkatér-fűtés nélküli berendezésekben is. A PLA önmagában nagyszerű anyag, és elérhető a Stratasys F123 3D nyomtatókban is. UV fényre érzékeny, de nehezebb és merevebb, mint az ABS, és ellenáll az acetonnak.
A PLA egyedülálló tulajdonságai megnehezítették a megbízható oldható támaszanyag kialakítását. A PLA-val általában használt támaszanyag vízben oldódik, ebből fakadóan nagyon érzékeny a környezet páratartalmára és nehezen kezelhető. A Stratasys FDM 3D nyomtatókban a PLA az egyetlen alapanyag, amelynél a modellanyagot használjuk támaszanyagként is. A PLA gyengesége a modellalapú támasztószerkezetekre vonatkozik, amelyeket kézzel kell eltávolítani, és ez a folyamat negatívan befolyásolja a gyártott modell felületét, amelyek így utólagos felületkezelést igényelnek.
Az Akrilnitril-Butadién-Sztirol egy hőre lágyuló polimer; mindenütt jelen van a fröccsöntő és hőformázó iparágakban, mint tartós, általános felhasználású alapanyag.
A polibutadién gumi monomer rugalmasságot és ütésállóságot eredményez, míg a sztirol monomer kémiai ellenállást, keménységet és az ABS-re jellemző csillogást kölcsönöz (az akrilnitril lényegében együtt tartja az összetevőket). Ezen monomerek arányainak beállításával és különböző lágyítók hozzáadásával a műanyaggyártók különféle keverékeket állíthatnak elő a speciális alkalmazásokhoz. A Stratasys által használt ABS alapanyag (ABS plusz -P430 és ABS-M30) FDM-re specializálódott kialakítású, az extruderben nem szenesedő alapanyag. Egyik változata az ISO-minősítésű keverék ABS-M30i-ként, valamint elektrosztatikus disszipatív, vagyis ESD minősítésű anyagként az ABS-ESD7 is a felhasználók rendelkezésére áll. Az elektromos vezetőképesség növelése mellett az ABS-ESD7-ben hozzáadott szén 10%-kal növeli az alkatrészek szilárdságát és a merevségét. Az ABS alapanyagok kémiai ellenállása nem kiemelkedő, oldja az aceton, így kiválóan alkalmas a modellek felületkezelésére (aceton gőzölés), de nem alkalmas kültéri használatra, mert az UV fény fakóvá és törékennyé teszi a gyártott modelleket.
Az ASA (Akrilnitril-Sztirol-Akrilát) kémiailag nagyon hasonlít az ABS-hez, a gumi monomer kivételével; a polibutadiént akrilát gumi helyettesíti.
A butadién az UV fényre reagál, amely az ABS alapanyagot a napfényben törékennyé teszi, így az ASA, amely nem tartalmaz butadiént sokkal inkább ellenáll az UV-fénynek és (az adott akrilát-észtertől függően) valamivel jobb kémiai ellenállási profilt eredményez, az aceton ennél az alapanyagnál is használható felületsimításra és ragasztásra.
A legtöbb műanyaghoz hasonlóan az ABS-nek és az ASA-nak is meglehetősen magas a termikus tágulási együtthatója (CTE). Ez a megfelelő nyomtatási környezet hiányában kihívásokat jelent a 3D nyomtatásban, mivel belső feszültséget hoz létre az alkatrészek nyomtatásakor, ami elhajlást, gyenge részeket és rétegek közötti elválást is eredményezhet. A stabil nyomtathatóság, méretpontosság és az ipari, 4% alatti maximális hibaarány érdekében minden Stratasys 3D nyomtató fűtött munkateret használ. A megoldás arra épül, hogy a munkatérben elhelyezett alkatrészek a lehető legmagasabb hőmérsékleten készüljenek (olvadás vagy megszakítás nélkül), majd a nyomtatás után egyenletesen, programozottan kerüljenek lehűtésre. A fűtött munkatér és a gyári alapanyag egységes összetétele és állandó minősége biztosítja a nagyon pontos zsugorodási tényezőt. Ez az elsődleges oka, hogy a Stratasys FDM gépek nyomtatási pontossága kiváló, és a nyomtatás megismételhető egyenletes minőségben a maximális ipari elvárásoknak megfelelően.
Mivel az ABS és az ASA megbízható, különböző színekben kapható, és az alámetszett részek utómunka nélküli nyomtathatóságának érdekében oldható támaszanyagokkal nyomtatható, a prototípusgyártáshoz és kisebb sorozatgyártáshoz tökéletes választás. Az ASA kültéri használatra is megfelelő, az ABS pedig minden más, általános célú felhasználásra megoldást jelent. Nagyszerű és könnyen elérhető alapanyagopció mindkettő az általános gyártósori eszközök előállításához.

Külön alkalmazási lehetőségek állnak rendelkezésünkre a Stratasys speciális, oldható támaszanyagaihoz is. Az ebből az anyagból készült szerszámokat sacrifical (veszejtéses) szerszámoknak nevezzük. A felhasználók a modellt és a támaszanyagokat tudják használni úgy is, hogy a gyártott termék a támaszanyagból készül, az ABS / ASA pedig a tartószerkezet. Az így kapott alkatrész üvegszálas vagy szénszálas anyaggal van körbe laminálva vagy gumiba mártva, akár galvanizáljuk/fémmel bevonjuk, majd az alakadó támasztékon egyszerűen kioldjuk és megkapjuk az az alkatrészt, amelyet nem tudtunk volna egy darabban legyártani az üvegszálas vagy kompozit technológiához használt hagyományos szerszámokkal és eljárásokkal. Ugyanez a koncepció alkalmazható a homok, gipsz vagy szilikon öntésére is. Az SR-20, SR-30 és SR-35 támaszanyagok mind melegített alkáli oldatban (WaterWorks vagy EcoWorks) lúgos folyadékban oldhatók.
A prototípus- és a kis-sorozatú gyártáshoz az ABS, az ASA és a PLA kiváló és költséghatékony alapanyagok. Amikor a végfelhasználói alkatrészek, a szerszámok és a nagy teherbírású szerelvények és gyártósori befogók, mérősablonok gyártására van szükség, már egy mérnöki kategóriájú hőre lágyuló műanyag alapanyag szükséges (Polikarbonát, PC-ABS, Nylon).
Download our design guide to learn about design considerations for the FDM technology process!
A VARINEX Zrt. szolgáltatásai mögött nem csupán az iparágvezető Stratasys áll – a 25 éves 3D nyomtatási tapasztalat mellett egy fáradhatatlan mérnökcsapattal is rendelkezünk, amely bármely projektszakaszban segítséget nyújt Önnek. Kérdése van? Segítünk!
Projektindítás előtt lépjen kapcsolatba a szakértő mérnök kollégákkal a 3dp@varinex.hu email címen!

To take advantage of the high-performance and professional FDM technology, STRATASYS offers GrabCAD Print software, developed for the F123 3D printer series. GrabCAD Print provides users with an intelligently customizable 3D printing solution that meets the specific requirements of the industry.

The challenge:
The use of elastomer materials continues to grow worldwide, and various industries have increasingly begun to turn to 3D printing to reduce costs and time to market. As with all technologies, achieving optimal results depends on understanding the unique challenges of the elastomer, given its flexibility.
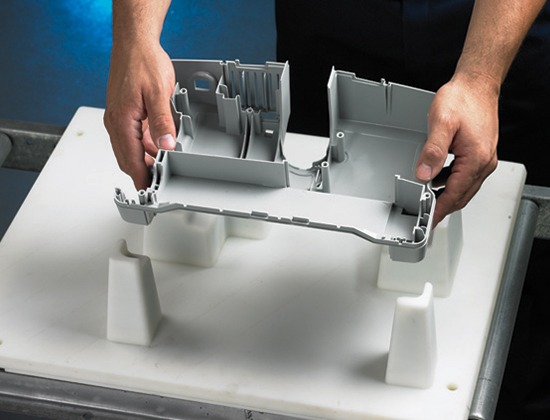
Large, industrial printing systems are labor-intensive. Smaller, lower-cost FDM systems may have the advantage of low initial cost, but their build capacity limits the size of parts you can produce. It is critical that the support material does not limit the complexity of the parts. These lower-cost printers build supports from the material of the models, which results in degraded surface quality when the supports are removed.
The solution: STRATASYS F123 and the soluble support material
The answer to this challenge is an elastomer 3D printing system that offers good accessibility, great design freedom, ease of handling, and a soluble support material. This combination enables the rapid and cost-effective production of larger, more complex elastomer parts.

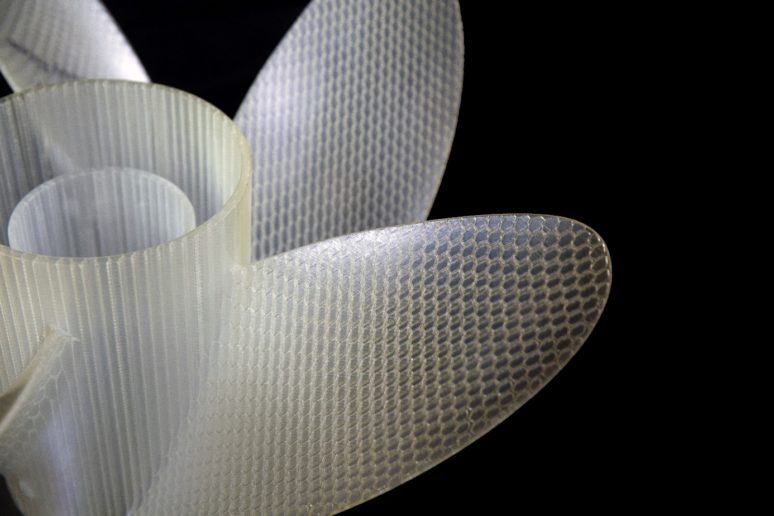
The STRATASYS F123™ Series 3D Printers offer all of these capabilities using FDM™ TPU 92A, a thermoplastic polyurethane elastomer plastic. But the most valuable of these plastics is the QSR™ dissolvable support material. QSR allows you to print complex geometries that would otherwise be unfeasible. The F123 Series is proven to be reliable and provides true plug-and-play application.
TPU (Thermoplastic Polyurethane Elastomer) has excellent properties such as stretchability, excellent strength and extreme durability, making it suitable for 3D printing complex, hollow, flexible prototypes and small-scale production. The soluble support material eliminates design compromises and reduces costs.
The soluble support material is separated from the finished object in a container designed for this process, unlike frangible support material, which can be removed by hand. Removing frangible support material from pipes with internal passages is time-consuming, if it is accessible at all. However, parts made with soluble support materials can simply be immersed in a solution that dissolves the support material. In addition, soluble support material avoids the surface damage and dimensional stability problems that are typical of frangible support separation.
The new, flexible and tear-resistant material offers a wide range of applications in industries such as the automotive industry and sports equipment manufacturing. It can be used to make various seals, hoses, pipes, console liners, handles, and surface protectors, among others.
Source: VARINEX /Production trend online
Az Eckhart ipari automatizálással foglalkozó amerikai vállalat vezető szerepet tölt be additív gyártás felhasználásában az Ipar 4.0 területén. A cég a fejlett ipari megoldások vezetője, elkötelezett amellett, hogy javítsa a gyárban dolgozók munkakörülményeit, biztonságot, megbízhatóságot és hatékonyságot biztosít az ipar számára, az orvosi eszközöktől az autóiparig. „Az Ipar 4.0 valóban egy intelligens ökoszisztéma, amely összefogja a gyár valamennyi rendszerét, hogy segítsen a folyamatot irányítóknak, és a gyárban dolgozó alkalmazottaknak a jobb tájékozódásban” – mondta Andrew Storm, az Eckhart vezérigazgatója. „A Fortune 500 lista gyárigazgatóinak kilencven százaléka úgy véli, hogy az Ipar 4.0 technológiák bevezetése elengedhetetlen” – tette hozzá Dan Burseth, az Eckhart alelnöke. (A Fortune 500 az USA legnagyobb árbevételű cégeinek listája)
Az Eckhart testreszabja gyártósori megoldásait az egyes ügyfelek egyedi igényeinek kielégítése érdekében. Megmutatja, hogy pontosan hol fejlődhetnek az ergonómia, a helyszín vagy az anyagköltség tekintetében, önvezető járművek, kollaboratív robotika használatával és 3D nyomtatással. „Ügyfeleink bevált, tartós megoldásokat akarnak. Az összeszerelő üzemben kíméletlenek a körülmények: az eszközöket óránként 60-szor használják, napi háromszor 8 órás műszakban, heti 6-7 napon át” – mondta Bob Heath, az Eckhart Additive Manufacturing tervezőmérnöke. A Stratasys mérnöki minőségű alapanyagai, a Nylon 12 szénszálas és az ULTEM™ 1010 resin segítségével olyan tartós megoldásokat tudunk előállítani, amelyek ellenállóak, és kibírják a kíméletlen automatizált ipari környezetet. Az olyan nagy ipari ügyfeleknek, mint a Ford, a Mercedes, vagy az Airbus, az Eckhart megmutatta, hogy a Stratasys alapanyagaiból készült gyártósori eszközök alkalmazása jelentősen javítja a gyártási folyamatot.
„Korábban az alkatrészeinket annak megfelelően kellett megterveznünk, hogy milyen eljárással fogjuk legyártani például manuális megmunkálással vagy CNC-marással. Az additív gyártással azonban korlátlanok a lehetőségek, bármilyen komplikált alkatrész előállítható.”
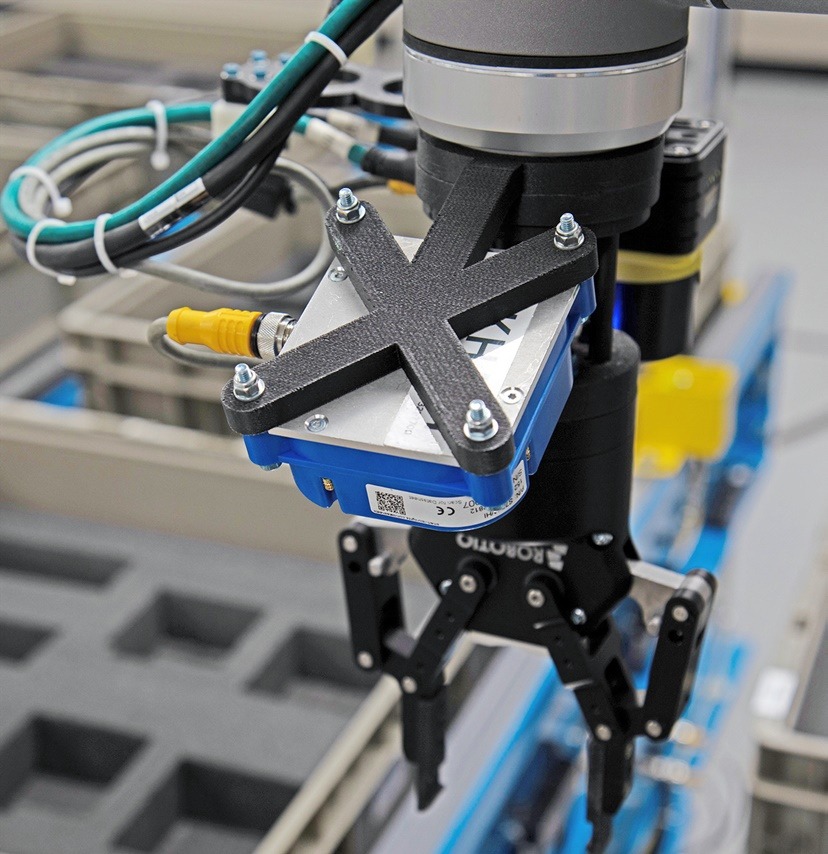
Sok Eckhart ügyfél ébredt rá, mekkora előnyt jelentenek a gyártási folyamatok során alkalmazott 3D nyomtatott szerelő ülékek, illesztősablonok, és szerszámok.
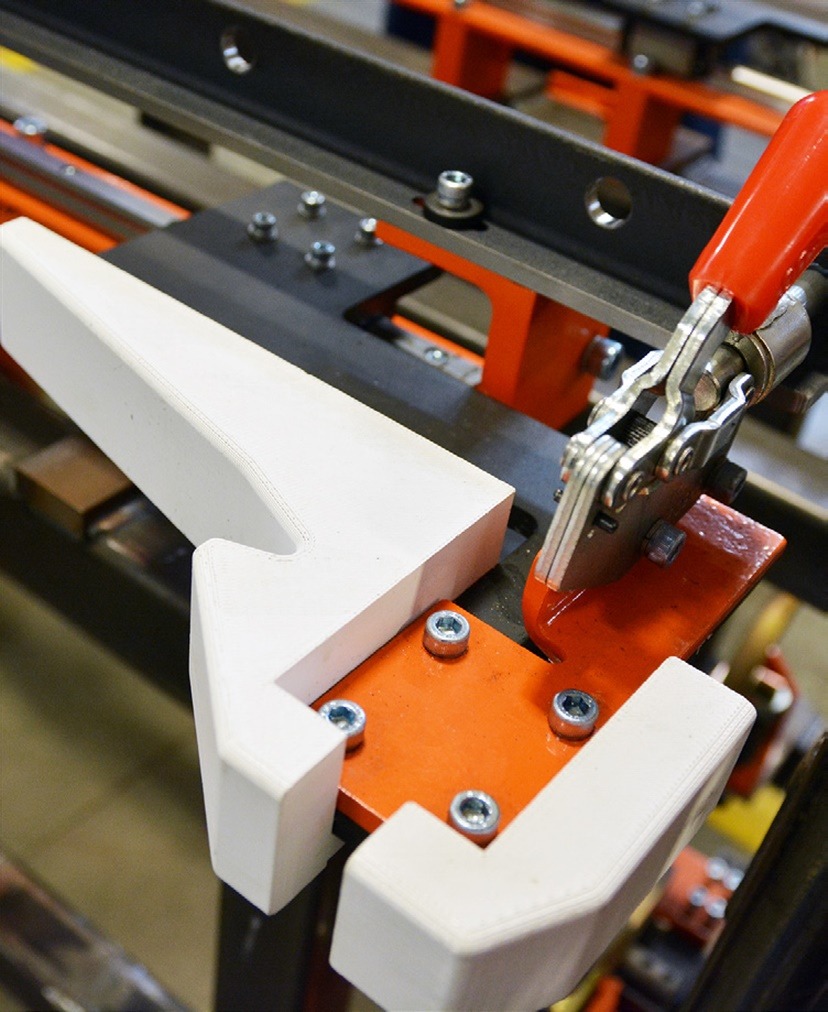
A logók, emblémák, címkék felhelyezése a járművekre egy gyakran ismétlődő művelet. Az ehhez használatos pozicionáló eszköz kerete igen nehéz, és akár óránként 60-szor is fel kell emelnie a gyárban dolgozó operátoroknak. Ez a folyamatos, ismétlődő mozdulatsor könnyen sérüléshez vezethet. A 3D nyomtatás alkalmazásával hatékonyan megoldható a tömegcsökkentés, így a könnyített eszközök használatával a sérülések kialakulási esélye csökkenthető.
„Az additív gyártás egy olyan eszköz a kezünkben, amellyel nem helyettesítjük a munkavállalót, de a hatékonyságát az ötszörösére növelhetjük” -mondta Drew Morales, az Eckhart üzletfejlesztési igazgatója.
Az Eckhart felismerte, hogy az idő és az innováció kulcsfontosságú tényezők, és minden vállalkozásra súlyos nyomás nehezedik, hogy gyorsabb legyen. Ez mindenkire vonatkozik, kezdve a tehergépjármű gyártó Caterpillar-tól az orvostechnikai eszközöket gyártó Medtronic-on át a repülőgépgyártókig, mint az Airbus, Boeing vagy a Lockheed Martin.
„Nagyon erőteljesen érezzük, hogy a 3D nyomtatás egy olyan katalizátor, amely lehetővé teszi a vállalkozások számára, hogy sokkal gyorsabban teszteljék az ötleteiket, elképzeléseiket, mint korábban” – mondta Storm.
Az Eckhart esettanulmányán keresztül jól érzékélhető a 3D nyomtatás előnye és kiemelt szerepe az Ipar 4.0 bevezetésében.
Töltse le tervezési útmutatónkat, amelyből megismerheti az FDM technológiai eljárásra vonatkozó tervezési szempontokat!
Tervezési szempontok FDM nyomtatáshoz
Mára pontosan kirajzolódott a 3D nyomtatás helye a gyártástechnológiák sorában: olcsóbbá, gyorsabbá és testre szabhatóvá tette a tömeggyártást, akár kisszériás megrendelések esetén is. Az innovatív technológia gyakorlati szerepéről kérdeztük Falk Györgyöt, a VARINEX Zrt. stratégiai igazgatóját.

George Falk
A kezdeti időben a 3D nyomtatás csupán a számítógépen megtervezett tárgyak vizualizálására szolgált, de ahogy fejlődött a technológia – nőtt a sebessége, javult a felbontása, és új, az iparban használható alapanyagok jelentek meg –, egyre több helyen bukkantak fel a 3D nyomtatott tárgyak. Mára pedig kivívta a helyét a gyártási technológiák sorában – vallja Falk György.
– Az Airbus például az A350-es repülőgépében több mint ezer nyomtatott alkatrészt használ, de a legnagyobb autógyártók sem léteznének a 3D nyomtatás nélkül. A fröccsöntésnél gyorsabban és olcsóbban tudnak előállítani alkatrészeket, és a technológia segítségével a tömeggyártásban is meg tud jelenni az egyedi igény.
Mi kellett ahhoz, hogy a nagy gyártók felfedezzék a 3D nyomtatást, és megbízzanak a nyomtatott alkatrészekben?
– Az évek során egyre összetettebb feladatokra képes 3D nyomtatókat dobtak piacra. A legújabbak már képesek több színt és különböző anyagokat párosítani, vagy extrém vékony felületet nyomtatni. A fejlődés igazi motorja azonban az alapanyag-technológia.
A repülőgépekben használt alkatrészek esetén például követelmény volt, hogy azok kibírják a magas hőmérsékletet, tűz esetén pedig olyan, nem mérgező gázt fejlesszenek, amely elvonja a légkörből az oxigént, és eloltja a tüzet. Ha pedig egy termék megfelelt a legmagasabb elvárásokkal rendelkező repülőgépiparnak, más iparágak szereplői is nyitottabbak lesznek az innovációra.
Mi a 3D nyomtatás versenyelőnye?
– A 3D nyomtatás az egyedi, nem túl nagy sorozatszámú alkatrészek gyártását is lehetővé teszi rövid határidővel és költséghatékonyan. A komplex alkatrészek esetében is célszerű az innovatív nyomtatást alkalmazni, amivel meg lehet spórolni a fröccsöntéshez szükséges bonyolult szerszám előállításának tetemes költségét.
A 3D nyomtatás a megoldás akkor is, amikor egy új alkatrész prototípusát kell előállítani a tömeggyártást megelőzően és abban az esetben is, amikor a személyre szabhatóság a felhasználói élmény záloga, mint például a szemüvegkeret, a fogimplantátum vagy a csípőprotézis esetén. Gondoljunk csak bele, eddig az ember csípőcsontját kellett a protézishez igazítani, a 3D nyomtatással előállított darabot viszont a betegről készült CT-felvételek alapján tervezik meg milliméterről milliméterre.
A Gartner jóslata szerint 2021-re a világ TOP100 fogyasztásicikk-gyártójának a húsz százaléka 3D nyomtatással fogja előállítani a termékeit. Ön hogy látja a 3D nyomtatás jövőjét?
A 3D nyomtatáshoz kapcsolódó kezdeti túlzó várakozások a helyükre kerültek, ma megalapozottan látjuk, hogy valójában mire jó ez a technológia. Ahol a személyre szabhatóság fogyasztói elvárás, a 3D nyomtatás a legmegfelelőbb gyártási technológia.
Ahol az számít, hogy mennyi idő alatt érkezik meg a pótalkatrész, a 3D nyomtatással lehet elkerülni a hatalmas raktározási, beszállítási és logisztikai költségeket. És akkor még nem beszéltünk az egészségiparról, ahol az orvosi minőségű titánnyomtatás forradalmasíthatja az implantátumgyártást. A nagy kérdés a gyártási sebesség fejlődésének dinamizmusa.
A cég
1991-ben, amikor megszűnt a Gépipari Technológiai Intézet, Voloncs György és Falk György megalapították a Varinexet. A kutatóintézetben addig tudományos főmunkatársként számítógépes tervezéssel foglalkozó mérnökökből a kényszer szült vállalkozót, de ezt ők az elmúlt évtizedekben soha nem bánták meg. A ma már évi két és félmilliárd forintos árbevétellel rendelkező, közel 40 főt foglalkoztató VARINEX Zrt. a hazai 3D nyomtatás legnagyobb guruja.
Forrás: Piac és Profit, 2019. március
Ha szeretne értesülni friss híreinkről, eseményeinkről, rendezvényeinkről, iratkozzon fel hírlevelünkre!
A Stratasys F123 3D nyomtató sorozata a nagy teljesítményű FDM technológia és a GrabCAD Print szoftver nyomtatást támogató funkcióinak segítségével a lehető legsokoldalúbb és legintelligensebb megoldást nyújtja. Most megérkezett hozzá a legújabb alapanyag, a rugalmas TPU 92A elasztomer.

TPU (Thermoplastic Polyurethane Elastomer) has excellent properties such as stretchability, excellent strength and extreme durability, making it suitable for 3D printing complex, hollow, flexible prototypes and small-scale production. The soluble support material eliminates design compromises and reduces costs.
The new, flexible and tear-resistant material offers a wide range of applications in industries such as the automotive industry and sports equipment manufacturing. It can be used to make various seals, hoses, pipes, console liners, handles, and surface protectors, among others.
Amennyiben szeretne elsőként értesülni a 3D nyomtatással kapcsolatos hírekről, rendezvényeinkről, akcióinkról, kérjük, kattintson az alábbi gombra.
A TPU 92A elasztomer alapanyag a Stratasys FDM technológiájú berendezésekhez, mint például a Stratasys F170 és F370 3D nyomtatókhoz érhető el.


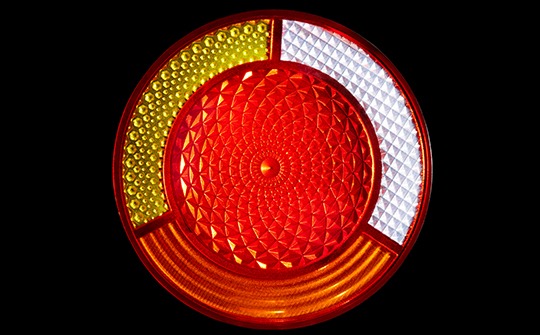
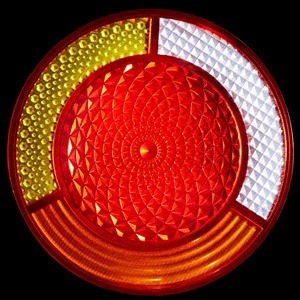
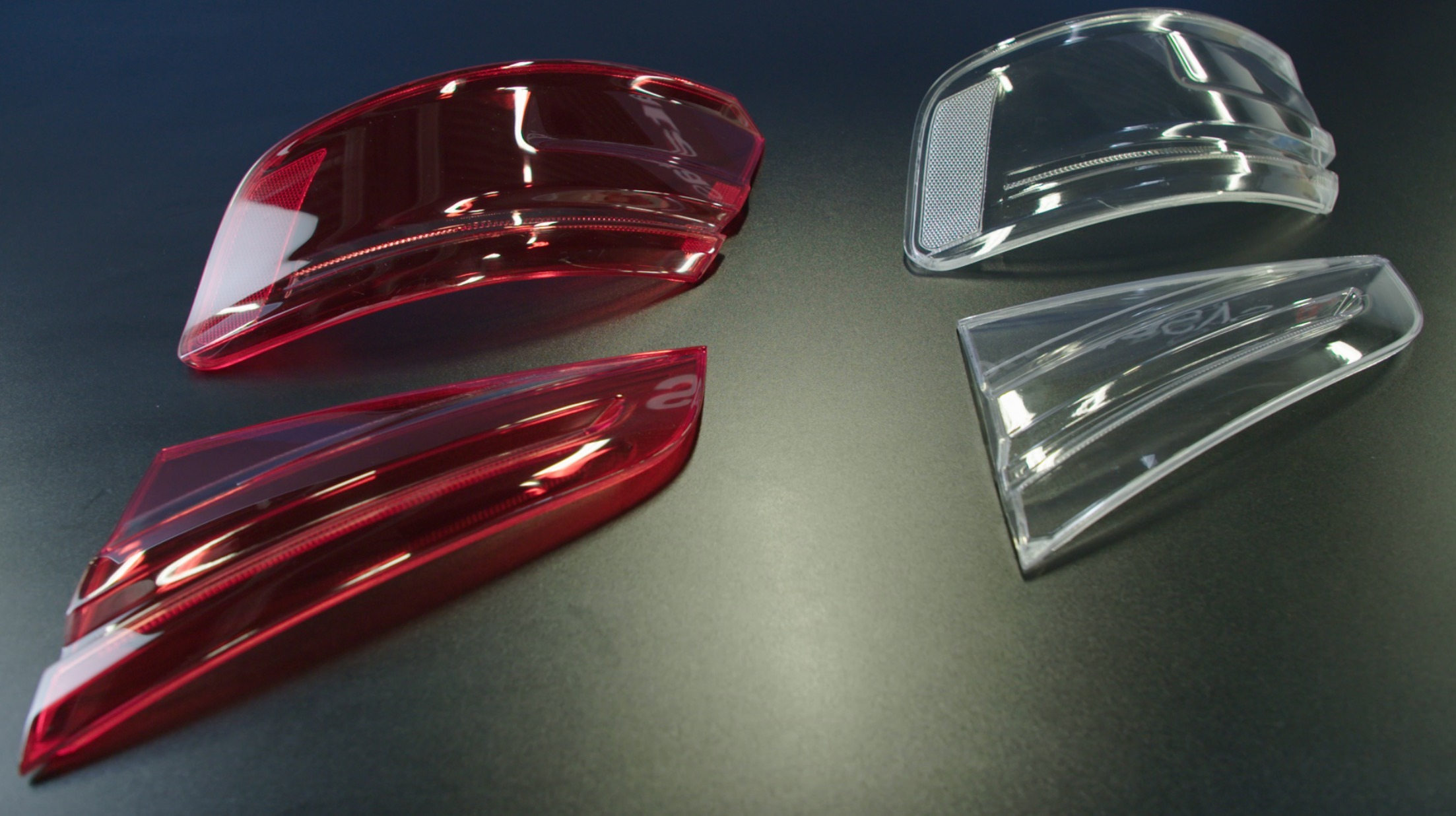 “Design is one of the most important purchasing considerations for Audi customers, so it is crucial that we adhere to the highest quality standards in the design and concept phase of vehicle development.” – explains Dr. Tim Spiering, head of Audi’s 3D Plastics Printing Center. – So we need prototypes that have accurate part geometry, are free of distortion, are of extremely high quality, and have true-to-design color and transparency. The Stratasys J750 3D printer is a huge advantage for us, as it allows us to print accurate textures and colors that match our designs. This is essential for getting design concepts approved for production. When it comes to 3D printed transparent parts, I haven’t seen any other technology that meets our specifications.”
“By using the Stratasys J750 to prototype taillight housings, we are speeding up the design review process.” – adds Spiering. – We estimate that we can achieve up to 50 percent time savings by using 3D printing technology in prototyping taillight bulbs.”
Dr. Spiering and his 24-person team are responsible for 3D plastic printing expertise, consulting and production at Audi’s headquarters in Ingolstadt. Since investing in the first Stratasys FDM 3D printer in 2002, the division has expanded its portfolio with ten 3D polymer printers, including Stratasys FDM and PolyJet 3D printers. Andy Middleton, Regional President of Stratasys EMEA, summed it up:
“Audi is a prime example of how our unique 3D printing technology, based on real-time mixing of multiple materials in full color, can simplify various design processes and effectively shorten development cycles. If the time savings that Audi achieved with the taillights are extended to other vehicle components, the overall impact on time to market will be enormous. We are excited to see how Audi will use our FDM and PolyJet technologies in new and emerging application areas, taking advantage of the advantages we offer in increasing the efficiency of the development process.”
Source: STRATASYS.com
“Design is one of the most important purchasing considerations for Audi customers, so it is crucial that we adhere to the highest quality standards in the design and concept phase of vehicle development.” – explains Dr. Tim Spiering, head of Audi’s 3D Plastics Printing Center. – So we need prototypes that have accurate part geometry, are free of distortion, are of extremely high quality, and have true-to-design color and transparency. The Stratasys J750 3D printer is a huge advantage for us, as it allows us to print accurate textures and colors that match our designs. This is essential for getting design concepts approved for production. When it comes to 3D printed transparent parts, I haven’t seen any other technology that meets our specifications.”
“By using the Stratasys J750 to prototype taillight housings, we are speeding up the design review process.” – adds Spiering. – We estimate that we can achieve up to 50 percent time savings by using 3D printing technology in prototyping taillight bulbs.”
Dr. Spiering and his 24-person team are responsible for 3D plastic printing expertise, consulting and production at Audi’s headquarters in Ingolstadt. Since investing in the first Stratasys FDM 3D printer in 2002, the division has expanded its portfolio with ten 3D polymer printers, including Stratasys FDM and PolyJet 3D printers. Andy Middleton, Regional President of Stratasys EMEA, summed it up:
“Audi is a prime example of how our unique 3D printing technology, based on real-time mixing of multiple materials in full color, can simplify various design processes and effectively shorten development cycles. If the time savings that Audi achieved with the taillights are extended to other vehicle components, the overall impact on time to market will be enormous. We are excited to see how Audi will use our FDM and PolyJet technologies in new and emerging application areas, taking advantage of the advantages we offer in increasing the efficiency of the development process.”
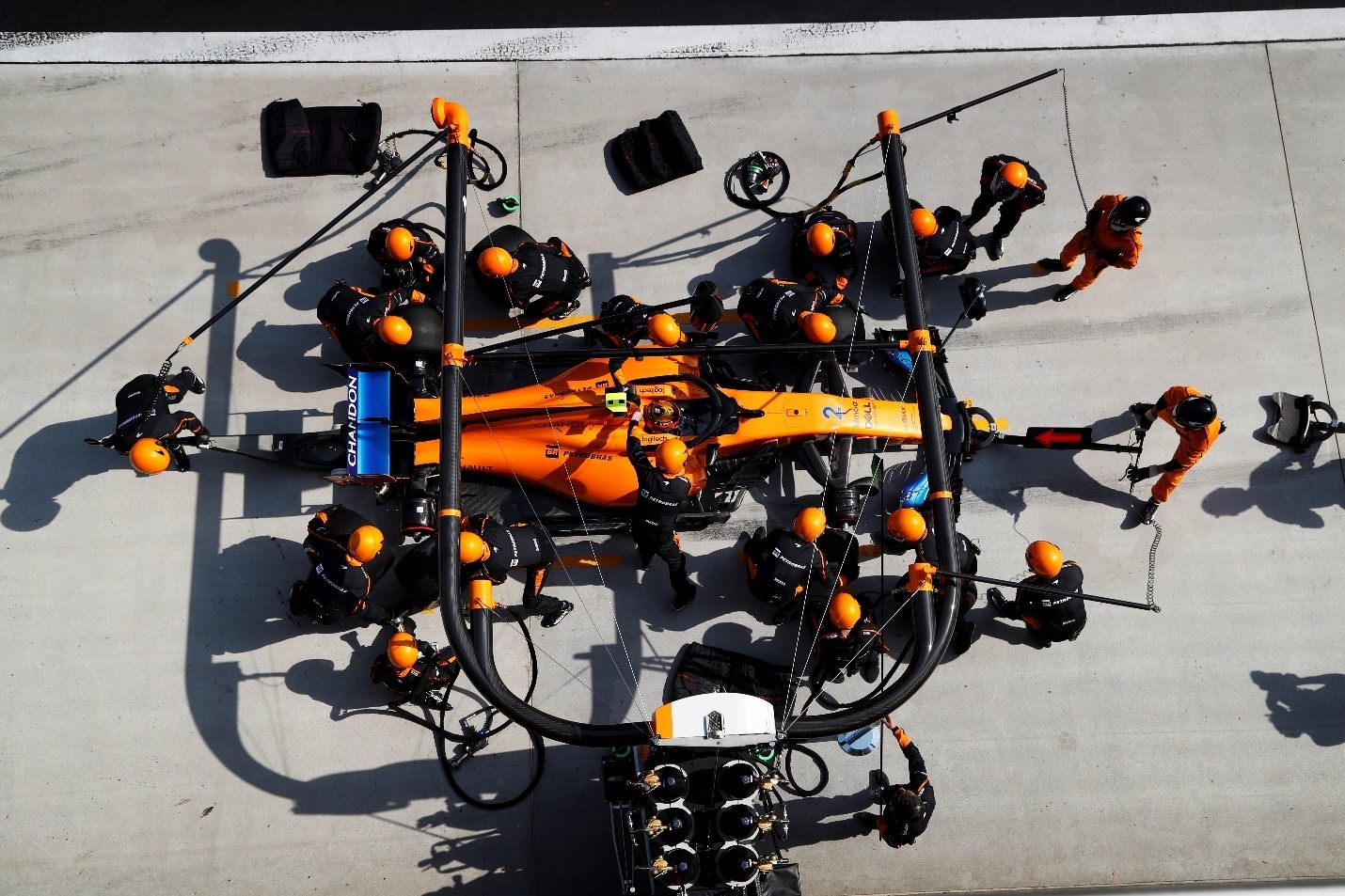
Source: STRATASYS.com The Surrey-based McLaren Racing team, which has won 12 drivers’ and 8 constructors’ championships in Formula 1, is now using Stratasys 3D printing technologies to speed up design iterations and reduce the weight of its McLaren race car.

3D printed parts designed to improve the performance of the 2017 race car include a hydraulic line bracket, flexible radio harness bracket, carbon fiber composite brake cooling pipes and a rear wing end plate.
The race car console was completed in four hours, compared to the estimated two-week production time for traditional manufacturing processes.

McLaren 3D printed the structural bracket for the hydraulic line mounting using a Stratasys Fortus 450mc 3D printer, using carbon fiber reinforced nylon material (FDM Nylon 12CF).


 Neil Oatley, McLaren Racing's Director of Design and Development, said: "We are constantly modifying and refining our Formula 1 race car designs, so the ability to quickly test new design variations is essential to making the car lighter and, even more so, increasing the number of tangible variations aimed at higher performance.
Neil Oatley, McLaren Racing's Director of Design and Development, said: "We are constantly modifying and refining our Formula 1 race car designs, so the ability to quickly test new design variations is essential to making the car lighter and, even more so, increasing the number of tangible variations aimed at higher performance.






Idén már 90. alkalommal rendezik meg az Oscar gálát, melyre március 4-én, a Dolby Színházban, Los Angelesben kerül sor. 2017-es év legjobb filmjeit és filmeseit díjazzák, melyek között az előző évekhez hasonlóan magyar alkotásért is szurkolhatunk. Enyedi Ildikó Testről és lélekről című filmje a legjobb idegen nyelvű alkotás kategóriában indul.

Az első díj tervezését Cedric Gibbonsra, az MGM (Metro-Goldwyn-Mayer) díszlettervezőjére bízták, majd az ő elképzelései, vázlatai alapján Georges Stanley szobrászművész készítette el. Így született meg Oscar 3,856 kg-mal és 34,3 cm-es magassággal, a mérete azóta sem változott, viszont a talapzatot 1945-ig többször is áttervezték.
Napjainkban az Oscar szoborból évente 50 db készül, és 12 ember munkája van benne. Az évek során több változtatáson is átesett a szobor, mivel a díjazottak első alkalommal aranyozott bronz, később fém, végül 24 karátos arannyal bevont szobrokat tarthattak a kezükben. A II. világháború idején a hatalmas fémhiány miatt 3 évig festett gipszből készültek a szobrok.

Az Akadémia viszont néhány éve úgy döntött, hogy az eredeti, 1929-es bronz öntőforma alapján készítteti el a szobrokat. Ezzel a feladattal a művészi munkákra specializálódott New York állambéli Rock Tavernben lévő öntödét bízták meg. A műhely digitálisan beszkennelte az 1929-es szobrot és a modernkori alapzatát. A digitális Oscart ezután 3D nyomtatóval nyomtatták ki és ennek segítségével született az öntőforma, mely segítségével viaszból ki tudták önteni a szobrokat. A viaszszobrok ezután kerámia burkolatot kaptak, majd a figurákat addig hevítették, míg kifolyt belőlük a viasz és csak az üres külső köpeny maradt. Ezután az üres kerámia köpenybe öntötték a megolvasztott, folyékony bronzot. Lehűlés után tisztították és csiszolták az öntvényeket. A szobrok 24 karátos aranyborításáról egy brooklyni cég, az Epner Technology gondoskodik. A szobrocskák bronz alapja némi fekete patinát is kap, a figurákat végül kézzel csiszolják makulátlanra. Az ötven Oscar-díj elkészítése három hónapot vesz igénybe ezzel a módszerrel. A szobrok mérete továbbra sem változott, 34 centiméter magasak és 3,8 kg súlyúak.
Reméljük, hogy az 50 szoborból, melyek részben a 3D nyomtatás technológia felhasználásával készültek, egy idén is Magyarországra kerül Enyedi Ildikó jóvoltából. Szurkoljunk együtt március negyedikéről ötödikére virradóra.


Az AlphaEdge 4D LTD az egyik legnépszerűbb és legjobb minőségű AlphaBounce elnevezésű futócipőn alapul. A Futurecraft nevezetű, 3D nyomtatással készített anyag a Bounce habot helyettesíti a cipő talpán. Az Adidas és a Carbon közös munkája során jött létre ez az újítás, melynek különlegessége, hogy minden lépésnél irányított energiavisszatérítés történik fény és oxigén segítségével. Természetesen a cipőt sportolóknak készítették, de dizánja lehetővé teszi utcai viseletét is.

(Képek: https://sneakernews.com)
Amennyiben szeretne többet megtudni 3D nyomtatási technológiákról, kattintson ide.

UPDATE:
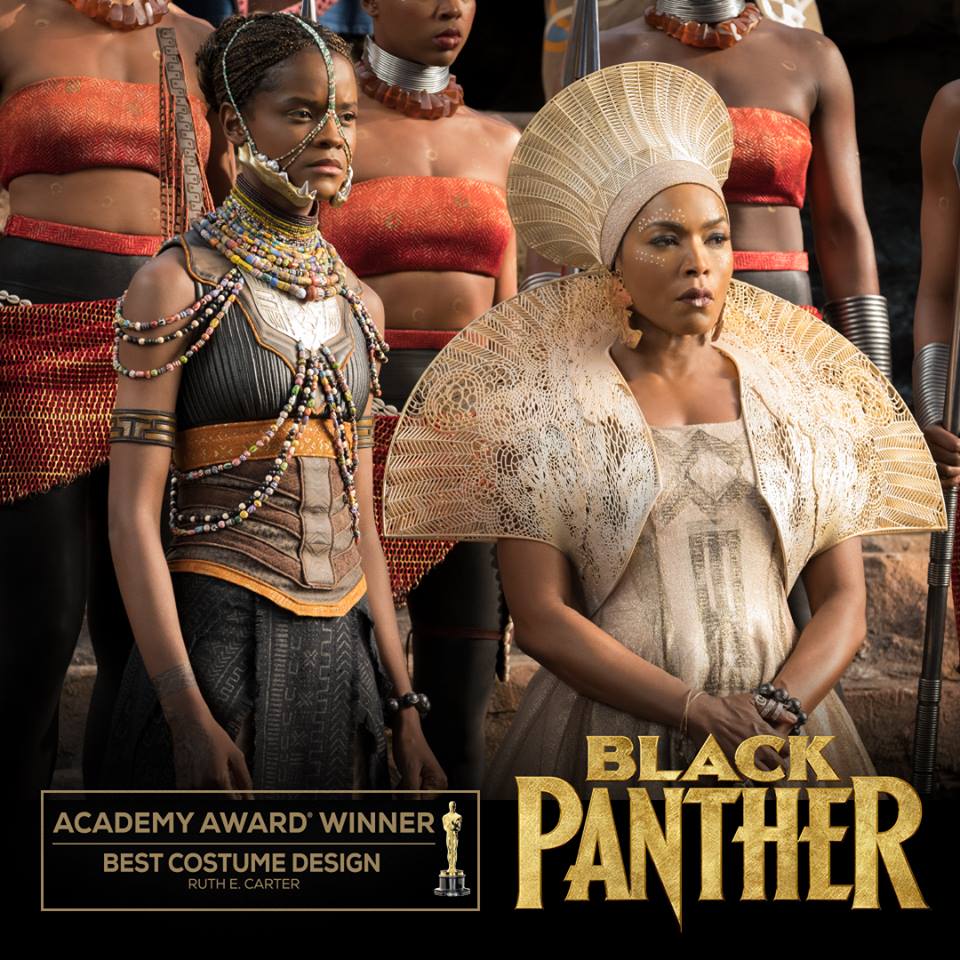
A Fekete Párduc jelmez kategóriában 2019-ben megkapta a legnagyobb elismerést, az Oscart!
………………………………………………………………………………………………
2018. január végén jelent meg a talán eddig legjobban várt szuperhős film, a Fekete Párduc. A film óriási sikert aratott és ez részben köszönhető Ruth E. Carternek, aki Hollywoodban nagy tiszteletnek örvendő jelmeztervező, többek között a Malcolm X (1992) és a Selma (2014) című filmekben végzett munkája által ismerik, de sok más filmben jelenített meg nagyon egyedi és bámulatosan szép öltözékeket.
Ebben a filmben is remek munkát végzett, ahol a múlt és a jelen afro-amerikai kultúráját kellett ötvöznie. Ryan Coogler (rendező) világában a legfejlettebb ország Wakanda, melynek lakosai erősen kötődnek gyökereikhez, ebben a futurisztikus technológiával rendelkező, azonban látszólag harmadik világbeli országban.

Ezt az ellentmondást Ruth E. Carter tökéletesen szemlélteti, mikor megnézzük Ramonda királynő (Angela Bassett) 3D nyomtatóval készített válldíszét, mely a jelenleg elérhető legmodernebb csúcstechnológiával jeleníti meg egy már évszázadok óta létező kultúra jellegzetes jegyeit. A 3D nyomtatás egyik legnagyobb szépsége, hogy terveinknek csupán a képzeletünk szabhat határt, divattervezők is gyakran használják, mivel olyan darabok készíthetőek el vele, melyek más technológiával megvalósíthatatlanok lennének. Ezért, mikor Carter megálmodta ezt a grandiózus kelléket, nem is választhatott volna jobb és különlegesebb kivitelezést, mint a 3D nyomtatás.
Azonban nem ez a válldísz az első kellék, melyet 3D nyomtatóval készítettek szuperhős filmhez. Az előző évben megjelent Thor: Ragnarokban Hela fejdísze is ezzel a technológiával készült.