There are countless different 3D printing technologies and materials to choose from these days, and the number of processes will only grow over time. Metal printing, laser sintering with plastic, FDM and PolyJet technology – and the list is constantly growing as the industry adopts the process.

The dynamically changing additive manufacturing market can often be difficult to navigate, especially if you are just getting acquainted with the technology. At Stratasys Hungary's partner, VARINEX Zrt. 3D Printing Business, our project and application engineers will assess your real needs to use the most efficient technology and raw materials to solve a given task.
There are many promises and false information on the internet regarding various 3D printing solutions, but it is important to get help from a stable and Hungarian company that has been dealing with 3D printing for more than two decades to navigate this information.
We have compiled a list to help you choose the right technologies and raw materials:
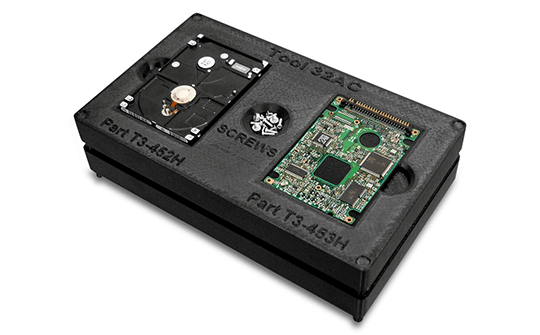
Application – What is the intended use of the product or part? You may need to manufacture a complex product or part in small quantities that requires strong materials, dimensional accuracy, and repeatability. Considered consumables, precision casting patterns are single-use and must be burned out of the mold during use.
Function – What is the purpose of the part? It may be for concept approval, so it only needs to resemble the final product or part in appearance. If the goal is to create a functional part, it must be manufactured from mechanically resistant materials that meet higher quality expectations and with equipment that offers a higher technological standard.
With Stratasys technologies, repeatability and materials that meet higher quality expectations are also available.
Stability – Where will the part be used? For example, if it needs to maintain its load-bearing capacity or shape at high temperatures, we can offer you a solution using Stratasys’ engineered and high-quality materials.
Should it be suitable for outdoor use? In this case, you will need a UV-resistant material. Do you need an ESD, i.e. conductive material? We can recommend our ABS-ESD7 material. Will the part come into contact with the human body? Then a biocompatible material must be used. ABS M30-i and PC ISO materials are the solution.
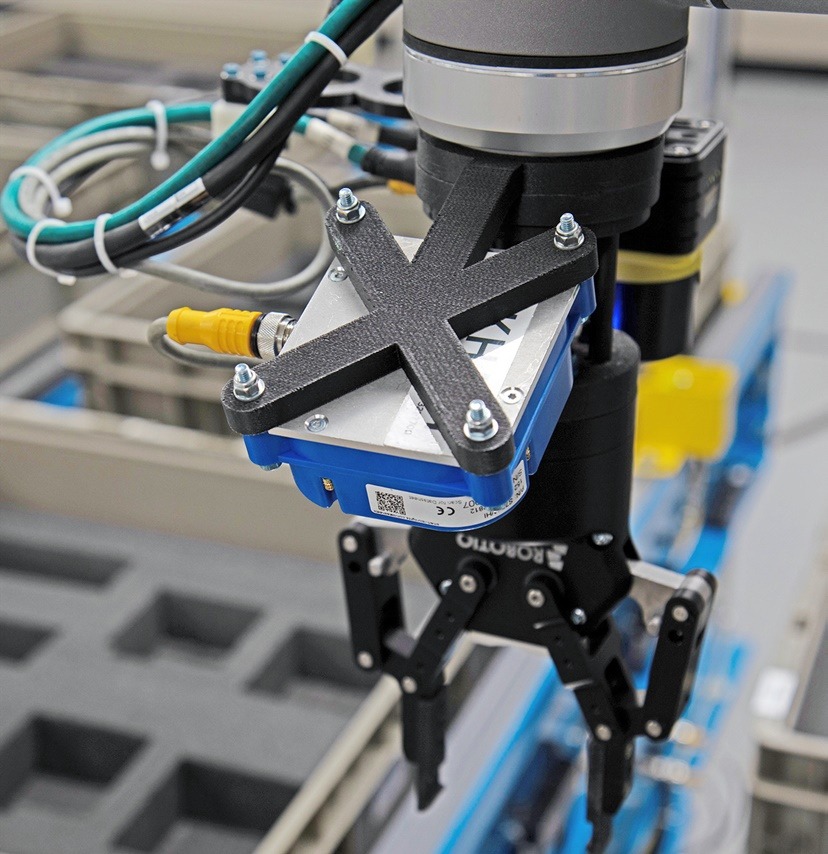
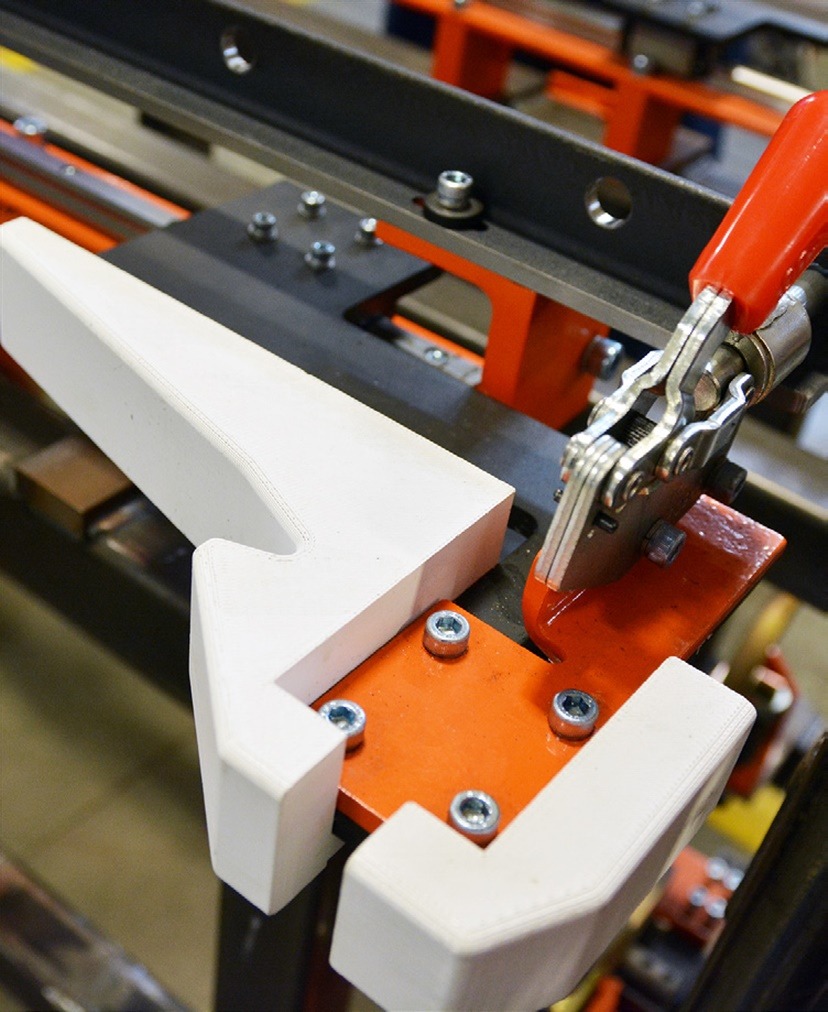
Durability – What is the expected life of the part? It is important to consider both the number of manufacturing cycles and the duration of the application. For example, molds or production tools are subjected to hundreds of cycles and prolonged friction, but for prototyping they need to last only a week. Some 3D printing materials only work flawlessly for a very short time, while the materials offered by Stratasys can maintain their mechanical properties for years.
Aesthetics – How should the part look and feel? PolyJet technology can produce smooth, non-reworkable parts, but it is not suitable for all applications. Thermoplastic and powder processing processes, such as Laser Sintering (LS) and Fused Deposition Modeling (FDM), can produce stronger and more durable parts, but these may require additional surface treatment based on the user’s requirements. With the powder film offered by Stratasys, we find the ideal solution for each of our customers.
Economy – What is the budget and how much time is available? If you are working with a predetermined budget and need X quantity of a certain part, price will weigh more heavily than value in your decision-making. Speed and quality have traditionally been inversely related – speeding up production has led to a decline in quality. With Stratasys solutions, it is possible to reduce time to market and costs without sacrificing the highest quality.
Priorities – What is the most important factor in your decision-making? Think about your primary objective and ultimate project goals and choose your range of 3D printing technologies and materials based on that.
Choosing the right additive manufacturing technology and material for your application is crucial to part performance and results. It is crucial to understand the benefits of each technology and material.
5 reasons to choose Stratasys PolyJet technology for prototyping – Download our Hungarian-language brochure to learn why you should choose PolyJet 3D printing technology for prototyping
Design Considerations for FDM Printing – Download our design guide to learn about design considerations for the FDM technology process!
VARINEX Zrt. has been providing 3D printing for 25 years and offers a profit-oriented approach. Before starting a project, contact our expert engineer colleague 3dp@varinex.hu .






















 Neil Oatley, McLaren Racing's Director of Design and Development, said: "We are constantly modifying and refining our Formula 1 race car designs, so the ability to quickly test new design variations is essential to making the car lighter and, even more so, increasing the number of tangible variations aimed at higher performance.
Neil Oatley, McLaren Racing's Director of Design and Development, said: "We are constantly modifying and refining our Formula 1 race car designs, so the ability to quickly test new design variations is essential to making the car lighter and, even more so, increasing the number of tangible variations aimed at higher performance.