A 3D nyomtatással végzett gyors prototípus-készítés egyszerű és költséghatékony lehetőséget biztosít arra, hogy a remek ötletekből sikeres termékek szülessenek. Koncepciómodellezésre lenne szüksége legújabb ötleteinek kipróbálásához? Mit szólna inkább, ha egy működőképes prototípusokon ellenőrizhetné a megvalósíthatóságot, mielőtt elkötelezné magát a költséges gyártószerszámok készítése mellett?
A Stratasys gyors prototípus-készítési megoldásai kellő rugalmasságot biztosítanak az ötletek sosem látott módon történő megvalósításához, teszteléséhez és finomításához, hogy a kész termék minden eddiginél gyorsabban elérhetővé váljon a piacon.
A VARINEX Zrt. 3D nyomtatás üzletága több évtizedes 3D nyomtatási tapasztalattal rendelkezik, és tudja, hogyan használható a technológia az adott alkalmazási területen. Projektindítás előtt lépjen kapcsolatba szakértő mérnök kollégánkkal. Kérdése van az FDM vagy a PolyJet technológiával kapcsolatban? Szívesen válaszolunk.
A Stratasys 3D nyomtatási megoldásai a szerszámkészítési igények széles skálájához bizonyítottan hatékonyabbak, pontosabbak és testreszabhatóbbak. Ráadásul a számos kiváló minőségű gyártási anyagunknak köszönhetően biztosított a munka megfelelő elvégzéséhez szükséges sebesség, pontosság, szilárdság és részletesség.
Tekintse meg, hogy a 3D nyomtatással végzett szerszámkészítés hogyan optimalizálja a működési hatékonyságot!
Fedezze fel a szerszámkészítési megoldásokat az Ön iparágában!
Kompozit szerszámkészítés
A hagyományos kompozit szerszámkészítés helyett a 3D nyomtatással készült szerszámok használatával elkerülheti a magas költségeket és hosszú átfutási időket. Könnyebbek, egyszerűen testreszabhatók az adott felhasználáshoz, és jelentős idő- és költségmegtakarítást biztosítanak a hagyományos megoldásokhoz képest. Összetett és üreges kompozit szerkezetek esetén a 3D nyomtatásos egyszer használatos szerszámok készítése a felhasználóbarát kimosási folyamat révén megkönnyíti a munkát.
Befogó készülékek, ülékek és gyártási segédeszközök
A gyorsabb és rugalmasabb szerszámkészítési folyamatnak köszönhetően lerövidítheti a gyártási ciklusokat és a termékek piaci bevezetéséhez szükséges időt. A 3D nyomtatott befogó készülékek, ülékek és gyártási segédeszközök készítése az összetettségtől függetlenül gyorsabb, olcsóbb, és kevesebb anyagveszteséggel jár a hagyományos szerszámgyártáshoz képest.
A VARINEX Zrt. 3D nyomtatás üzletága több évtizedes 3D nyomtatási tapasztalattal rendelkezik, és tudja, hogyan használható a technológia az adott alkalmazási területen. Projektindítás előtt lépjen kapcsolatba szakértő mérnök kollégánkkal. Kérdése van az FDM technológiával kapcsolatban? Szívesen válaszolunk.
7 kérdés 3D nyomtatás előtt - technológia és az alapanyag kiválasztása
Manapság számtalan, különféle 3D nyomtatási technológia és alapanyag közül választhat, és az eljárások száma idővel csak nőni fog. Fémnyomtatás, műanyag alapanyagból dolgozó lézerszinterezés, FDM és PolyJet technológia – és a lista folyamatosan bővül, az ipar által elfogadott eljárások sorában.
A dinamikusan változó additív gyártási piacon gyakran nehéz eligazodni, különösen akkor, ha még csak most ismerkedik a technológiával. A Stratasys-magyarországi partnerénél, a VARINEX Zrt. 3D nyomtatás üzletágnál a projekt- és alkalmazásmérnökein felmérik az Ön valós igényeit, hogy a leghatékonyabb technológiát és alapanyagot használhassa egy adott feladat megoldásához.
Számos ígéret és valótlan információ található az interneten, különféle 3D nyomtatási megoldások kapcsán, de fontos, hogy egy stabil és egy több, mint két évtizede a 3D nyomtatással foglalkozó magyarországi vállalattól kapjon segítséget, hogy eligazodjon ezen információ között.
Összeállítottunk egy listát, hogy segítsünk Önnek kiválasztani a megfelelő technológiákat és alapanyagokat:
Alkalmazás – Mi a termék, alkatrész felhasználási célja? Előfordulhat, hogy kisebb mennyiségben komplex terméket, alkatrészt kell gyártania, amihez erős anyagok, méretpontosság és ismételhetőség szükséges. A fogyóeszköznek tekinthető, precíziós öntéshez használt minták egyszer használatosak, és a felhasználás során ki kell égetni őket az öntőszerszámból.
Funkció – Mire szolgál az alkatrész? Lehet, hogy a koncepció jóváhagyására szolgál, így csak megjelenésében kell hasonlítania a végleges termékhez, alkatrészhez. Amennyiben funkcionális alkatrész elkészítése a cél, amely mechanikailag ellenálló, magasabb minőségű elvárásoknak is megfelelő alapanyagból és magasabb technológiai színvonalat kínáló berendezéssel kell gyártanunk.
A Stratasys technológiáival az ismétlési pontosság, a magasabb minőségi elvárásoknak megfelelő alapanyagok is rendelkezésre állnak.
Stabilitás – Hol használják majd az alkatrészt? Ha például magas hőmérsékleten is meg kell őriznie a teherbírását, illetve alakját, a Stratasys mérnöki és magas minőségi elvárásoknak megfelelő alapanyagaiból tudunk megoldást kínálni Önnek.
Kültéri használatra is alkalmasnak kell lennie? Ebben az esetben UV-álló alapanyagra lesz szüksége. ESD vagyis vezetőképes alapanyagra van szüksége? Az ABS-ESD7 alapanyagunkat tudjuk ajánlani. Érintkezni fog az alkatrész az emberi testtel? Akkor biokompatibilis alapanyagot kell hozzá használni. ABS M30-i és a PC ISO alapanyagok jelentik a megoldást.
Tartósság – Mi az alkatrész elvárt élettartama? Fontos figyelembe venni a gyártási ciklusok számát és az alkalmazás időtartamát is. Például az öntőformák vagy a gyártószerszámok ciklusok százainak és hosszan tartó súrlódásnak vannak kitéve, de a prototípus-készítéshez alig egy hétig kell kitartaniuk. Néhány 3D nyomtatáshoz használt anyag csak nagyon rövid ideig működik kifogástalanul, addig a Stratasys által kínált alapanyagok akár évekig is képesek megőrizni mechanikai tulajdonságaikat.
Esztétika – Milyen legyen az alkatrész megjelenése és tapintása? A PolyJet technológiával azonnal sima felületű, utómunkát nem igénylő alkatrészek állíthatók elő, de ezek nem minden alkalmazásra megfelelőek. A hőre lágyuló műanyagok és műanyagporok feldolgozási folyamataival, például a lézerszinterezéssel (LS) és a Fused Deposition Modelinggel (FDM), erősebb és tartósabb alkatrészek készíthetők, de ezek a felhasználó elvárásai alapján további felületkezelésre szorulhatnak. A Stratasys által kínált porfólióban minden ügyfelünk számára megtaláljuk az ideális megoldást.
Gazdaságosság – Mekkora a költségvetés és mennyi idő áll rendelkezésre? Ha előre meghatározott költségvetéssel dolgozik, és egy bizonyos alkatrészből X mennyiségre van szüksége, a döntéshozatalnál az ár nagyobb súllyal esik latba, mint az érték. A gyorsaság és a minőség eddig fordítottan arányos volt egymással – a gyártás gyorsítása a minőség romlásához vezetett. A Stratasys megoldásaival a bevezetési idő és a költségek csökkentése lehetséges anélkül, hogy lemondanánk a legkiválóbb minőségről.
Prioritások – Mi a legfontosabb tényező a döntéshozatalban? Gondolja át az elsődleges célkitűzést és a végső projektcélokat és ez alapján kell kiválasztani a 3D nyomtatási technológiák és alapanyagok körét.
Az alkalmazásának megfelelő additív gyártási technológia és anyag kiválasztása kulcsfontosságú az alkatrész teljesítménye és az eredmények szempontjából. Rendkívül fontos, hogy ismerje az egyes technológiák és alapanyagok előnyeit.
A VARINEX Zrt. 25 éve szolgáltat 3D nyomtatást és kínál profitorientált megközelítést. Projektindítás előtt lépjen kapcsolatba szakértő mérnök kollégánkkal a 3dp@varinex.hu email címen.
A 3D nyomtatással a
BAC-nek sikerült a két hetes munkafolyamatot mindössze néhány órásra
rövidítenie, így hamarabb be tudta szerelni a légszűrőházat, és megkezdhette
annak ellenőrzését, hogy a terv a közutakon is működőképesnek bizonyul-e.
A BAC Mono R nagyjából
270 km/h-s végsebességre képes, teljesítménye meghaladja a 340 féklóerőt (bhp),
tömegarányos teljesítménye pedig eléri a 612 féklóerőt tonnánként. Azáltal,
hogy több oxigént képes eljuttatni az égéstérbe, az autó légszűrőháza
kulcsfontosságú szerepet játszik abban, hogy az autó ilyen sebesség és
teljesítmény elérésére lehet képes. Működés közben az alkatrész jellemzően 100
°C feletti hőmérsékletnek van kitéve, ezért a végterméknek teljes egészében
szénszálas anyagból kell készülnie.
3D nyomtatással készült működőképes légbeszívó tesztelése a Mono R szuperautóval a közúti teljesítmény javítása érdekében.
A BAC csapata a Stratasys F900 Production 3D nyomtatóval kinyomtatta a légszűrőház prototípusát a cég szénszálakkal erősített, hőre lágyuló Nylon 12CF alapanyagából, amely akár 140 °C-os hőmérsékletnek is képes ellenállni. Ezzel a megoldással a vállalat mindössze néhány napon belül el tudta végezni a teljesítményteszteket, és biztos lehetett benne, hogy ha szükséges, még a hét vége előtt egy újabb változatot is össze tud állítani. A hagyományos prototípus-készítési módszerek alkalmazása esetén az esetleges tervmódosítások további két hetes várakozást eredményeztek volna.
„A gyors, hatékony, ipari szintű additív gyártás áttörést hozott a fejlesztési folyamatban – állapította meg Ian Briggs, a BAC tervezési igazgatója. – 3D nyomtatással órák alatt elkészült a légszűrőház pontos prototípusa, amelyet azonnal beépíthettünk az autóba, és megkezdhettük a tesztelést. Így sokkal hamarabb el tudtunk jutni a fejlesztéstől a gyártásig. A prototípus teljesítménye nagyon közel állt az öntőformában készült, szénszállal megerősített műanyagéhoz, és könnyen megállta a helyét a tesztpályán. Ez csak a kezdet volt a BAC csapata számára. A tervezői csapat a jövőben is szeretne élni az additív gyártás előnyeivel, hogy újabb és újabb korlátokat törhessünk át.”
3D nyomtatással készült befogó készülékek és ülékek: egy hatékony gyártási megoldás
A befogó készülékek és ülékek kulcsfontosságú szerepet játszanak a gyártásban. A befogó készülékek olyan egyedileg tervezett és legyártott szerszámok, amelyek egy művelet során a munkadarabok mozgását szabályozzák, az ülékek pedig az ipari folyamat végrehajtása közben egy adott helyen rögzítik a munkadarabokat. A befogó készülékek és ülékek a megbízható, ismétlődő tevékenységekből felépülő gyártás alappillérei.
A gyors és emberi beavatkozást szinte nem is igénylő képességeknek köszönhetően a 3D nyomtatás (más néven az additív gyártás) hatékony megoldást kínál a befogó készülékek és ülékek előállítására. A 3D nyomtatáshoz használt gyártási segédeszközök csökkentik az átfutási időt, költséghatékonyak miközben növelik a teljesítményt és a gyártási hatékonyság is.
Gyorsabb gyártás
A 3D nyomtatás nagyszerűsége többek között a rövidebb átfutási időben rejlik – egyes alkatrészeket akár néhány óra leforgása alatt le lehet gyártani. A befogó készülékek és ülékek első darabjainak elkészítése esetenként kritikus jelentőséggel bírhat, amely 3D nyomtatással minden eddiginél gyorsabban végrehajtható. A 3D nyomtatással készült befogó készülékek és ülékek előállításához elegendő egy digitális fájl, és nincs szükség tényleges szerszámkészítésre, így azok igény szerint legyárthatók. A CAD-fájl bármikor módosítható, majd a nyomtatás néhány nap alatt újból elvégezhető.
Költségcsökkentés
A rövid átfutási időnek, az alkatrészek összevonásának és az emberi beavatkozást nélkülöző ipari 3D nyomtatóval történő gyártásnak köszönhetően a befogókészülékek és ülékek ipari 3D nyomtatással történő előállítása költséghatékony megoldás. A 3D nyomtatással csökkenthető az anyagveszteség, valamint a készletezéssel és tárolással kapcsolatos kiadások.
Nagyobb teljesítmény
A 3D nyomtatással készült befogó készülékek és ülékek esetében az ergonómiai fejlesztések a gyártott szerszám költségét nem befolyásolják, de növelik a gyártási hatékonyságot. A CAD-fájlok az egyes nyomtatások előtt egyszerűen módosíthatók, így a szerszámok és segédeszközök zökkenőmentesen fejleszthetők és testreszabhatók. Az additív gyártással elérhető tervezési szabadságnak köszönhetően olyan geometriák is kialakíthatók, amelyekkel javul a szerszámok kezelhetősége és használhatósága, így kényelmesebb a munkavégzés. E befogó készülékeknek és ülékeknek köszönhetően tehát további költségek nélkül növelhető az alkalmazotti hatékonyság és biztonság.
Tervezési szabadság
A gyárthatósági célok mentén tervezett, megmunkálással és egyéb hagyományos gyártási eljárásokkal csak nehézkesen előállítható, összetett befogó készülékek és ülékek a STRATASYS ipari 3D nyomtatási technológiák révén jobb ár/érték aránnyal állíthatók elő. Az additív gyártás biztosította tervezési szabadságnak köszönhetően eltűntek a hagyományos gyártási megoldások korlátai, ezzel új lehetőségek nyíltak meg a szerszám-konfigurációkban. Mivel ezzel a technológiával összetettebb tervek is kezelhetők, a korábban több részegységből elkészített szerszámok mostantól akár egyetlen egységként is gyárthatók és megvalósíthatók.
A részegységek összevonásával a szerszámok tömege is csökkenthető, így kényelmesebb lehet a munkavégzés. A 3D nyomtatási folyamatokban használt nagy teherbírású műanyagok kiváló alternatívát jelentenek a hagyományosan használt fémekkel szemben. A 3D nyomtatással készült könnyű befogó készülékek és ülékek ugyanolyan vagy jobb képességeket kínálnak, és ráadásul egyszerűbben használhatók.
A hatékony megoldás
A 3D nyomtatással készült befogó készülékek és ülékek használatából eredő előrelépés hatalmas előnyt jelenthet az Ön cége számára is.
A Stratasys magyarországi partnereként a professzionális szolgáltatásokért felelős csapatunk segít feltárni annak lehetőségeit, hogy a 3D nyomtatással készült befogó készülékek és ülékek alkalmazásával hogyan optimalizálhatja cége működését. Ajánlatkérésért keresse kollégáinkat!
Ha további információkra kíváncsi a 3D nyomtatással készült befogó készülékek és ülékek előnyeivel, illetve azzal kapcsolatban, hogyan növelheti a gyártási szakértelmet ezzel a forradalmi technológiával, töltse le tanulmányunkat!
A gyakori 3D nyomtatási eljárások eredményeinek összehasonlítása
Számos 3D nyomtatási módszer közül választhat az SLA-tól kezdve az FDM-en át a porágyfúziós technológiáig. De hogyan teljesítenek ezek az eljárások a pontosság és a megismételhetőség terén?
Ez a Todd Grimm 3D nyomtatási szakértő által írt tanulmány az egyes 3D nyomtatási eljárások változékonyságának a mechanikai tulajdonságok és a méretbeli pontosság terén való vizsgálatával ad választ ezekre a kérdésekre.
Egy 3D nyomtató, ami termelésre és gyártásra is kész?
Sokan rajongunk a 3D nyomtatásért, de sokszor nehéz eldönteni, hogy ezzel a 30 éve töretlenül fejlődő és változó technológiával kapcsolatban melyek a valós, és melyek a túlzó állítások. Manapság leggyakrabban a „termelésre kész” hívószóval találkozhatunk. De mit is jelent ez valójában?
A 3D nyomtatási technológiát már három évtizede használják prototípusok készítésére. De a 30-ból jó 20 év során a korai alkalmazók – elsősorban a járműiparban – hogy eleget tehessenek a gyártási igényeknek, egyre nagyobb elvárásokat támasztottak egyes 3D nyomtatási technológiákkal szemben.
A „gyártásra készség” népszerűségét alapvetően két tényező motiválhatja. Az első a befektetés. Számos, komoly háttérrel rendelkező vállalat lép be az iparágba azért, hogy a gyártási igények kielégítése érdekében egy új technológiát vagy egy már meglévő technológia egy új változatát hozza létre. A másik tényező a technológiai érettség. A Stratasys azon dolgozik, hogy finomítsa a gyártásban érdekelt felhasználóknak kínált technológiát. A repülőgépbelsők kialakításához készült F900mc Aircraft Interiors Solution (AIS) megoldás formájában az iparág egyedülálló ismétlési pontossággal és megbízhatósággal rendelkező additív gyártási eljárása jött létre.
De hogyan teljesít a Stratasys technológia más iparági szereplők „gyártásra kész” technológiáihoz képest?
Az elmúlt hónapban a 3Dprint.com egy ötrészes sorozatot tett közzé, amely pontosan ezt a kérdést vizsgálja. A sorozat címe „Az additív gyártási eljárások változékonysága” (Variability of Additive Manufacturing Processes), a szerző Todd Grimm. A sorozat hat technológiát hasonlít össze, köztük a Stratasys F900mc AIS FDM-technológiát, valamint az MJF, az SLA, az SLS és a CLIP technológiát, továbbá egy márkafüggetlen FFF-folyamatot – a fő mérce a megismételhetőség volt. A mechanikus tulajdonságokat, a geometriai pontosságot és a precizitást (megismételhetőséget) statisztikai módszerekkel értékelték, szemben a korábbi, más és más eredményekkel végződő tanulmányokkal. A tesztelést függetlenül, robusztus és következetes módszertannal hajtották végre.
Ami a mechanikai tulajdonságokat illeti, az FDM, az MJF és az SLA is meglehetősen jól teljesített: a szakítószilárdság és a rugalmassági modulus variációs együtthatói (CoV) az 1–4%-os tartományon belül voltak. Az SLS, a CLIP és a márkafüggetlen FFF már nem teljesített ilyen jól. Különösen a márkafüggetlen FFF z tengelyi rugalmassági modulusának CoV-értéke volt elképesztő (54%-os), a tulajdonságok ebben az esetben tehát gyakorlatilag kiszámíthatatlanok. A Stratasys FDM technológiájának 1,8%-os szórásértékével összehasonlítva egyértelmű, hogy nem minden FDM/FFF, extrudálással működő gyártási technológia tekinthető egyenlőnek a felhasználók szempontjából.
Ami a méreteket illeti, számos kis és nagy léptékű mérést végeztek annak érdekében, hogy a pozitív és negatív alaksajátosságokat jellemezhessék. A CLIP technológia az általa kínált alacsony nyomtatási volumen miatt sajnos nem került be a tanulmány ezen részébe. A márkafüggetlen FFF technológiával készült vizsgálati alkatrészeket a deformálódások csökkentése érdekében a nyomtatás után fel is kellett melegíteni, így azonban egyes méréseket nem lehetett elvégezni.
Az adatokból jól látható, hogy a különböző technológiák különböző szempontokból teljesítettek jól. Érdekes módon az SLS és a márkafüggetlen FFF technológia remek alaksajátosság-pontosságot biztosít, a nagymértékű szórás azonban azt mutatja, hogy ezek a technológiák pontosak ugyan, de nem precízek. Ezzel szemben az SLA rendkívül magas precizitást és konzisztens eredményeket biztosít, az alaksajátosságok azonban viszonylag pontatlanok. Grimm ezt következőképp összegezte: „Az MJF-nél egyszerre hiányzott a pontosság és a precizitás. A pontosság és a precizitás legjobb kombinációját pedig az FDM biztosította.”
A 3D nyomtatás rengeteget fejlődött az idők során. Bár a technológiák mindegyike továbbra is a „sorozatgyártási képesség” elérésére törekszik, az újdonságok és a régóta megbízhatóan teljesítők közötti különbségek egyértelműek, hiszen a Stratasys évről évre az ügyfelekkel szorosan együttműködve fejleszti termékeit. Ez nehéz és időigényes munka, de „a tanulmány bemutatta, hogy a mechanikai tulajdonságok és a geometriai méretek szórása terén az FDM technológia jár az élen a gyártásra készségért folytatott versenyben.”
Ebben az esetben nem csupán egy múló divatról van szó. Felkészült a „gyártásra kész” technológiákra és a következő lépésre?
A VARINEX Zrt. 25 éve szolgáltat 3D nyomtatást és kínál profitorientált megközelítést. Projektindítás előtt lépjen kapcsolatba szakértő mérnök kollégánkkal a 3dp@varinex.hu email címen.
Átfogó útmutató műanyag alkatrészek 3D nyomtatásához PolyJet technológia használatával
Mi az a PolyJet technológia és hogyan működik?
Páratlan felbontású és részletességű prototípusokat, modelleket és mintákat hozhat létre a PolyJet technológia segítségével. Tervei élénk színekkel és végtermékszintű minőségben valósíthatók meg.
Több mint 100 anyagkombináció közül választhat, így különböző anyagtulajdonságokat és esztétikai jellemzőket (például rugalmasságot és átlátszóságot) jeleníthet meg közvetlenül az alkatrészekben.
A PolyJet egy UV fényre szilárduló akrilbázisú műgyantát használó, a tintasugaras nyomtatáshoz hasonló elven működő, de 3 dimenziós nyomtatási eljárás.
A PolyJet technológia a nyomtatáshoz 14 vagy 27 mikronos rétegekben teríti el a fényérzékeny polimer anyagot, és UV-fényt használ az anyag megszilárdításához.
Az így elkészült modellek nem igényelnek utókezelést, hanem azonnal végleges mechanikai tulajdonságokkal kerülnek ki a 3D nyomtatóból.
A PolyJet képes merev és rugalmas anyagokat is nyomtatni ugyanazon nyomtatási feladatban, így szerszámkészítés nélkül állíthatók elő, hagyományos gyártási eljárással, több komponensű fröccsöntéssel készülő alkatrészek. Ez a technológia 30–95 közötti Shore A keménységű alkatrészek létrehozására is képes.
Mivel a PolyJet használata esetén, hagyományosan a több komponensű fröccsöntéssel előállítható alkatrészek gyártásához nincs szükség szerszámkészítésre és utólagos megmunkálásra. Gyakran alkalmazzák elasztomer tulajdonságú felületet igénylő prototípusok (például markolatok és gombok) gyártására, illetve a szükséges rugalmas alkatrészek anyagkeménységének tesztelésére.
Ha további információkra kíváncsi a PolyJet működéséről, tekintse meg a PolyJet technológiát bemutató alábbi videónkat:
https://youtu.be/2Xnd2wAPPRs
Valósághű felületkialakítás a PolyJet segítségével
A PolyJet tökéletesen képes azon tervezők igényeinek megfelelni, akik valósághű modelleket szeretnének, de eddig kénytelenek voltak beérni a pontatlan színekkel és durva és rossz minőségű felületekkel elkészült modellek használatával. A PolyJet a VARINEX Zrt. leggyorsabb technológiája, amelynek segítségével az alkatrészek néhány óra alatt kiszállításra készen gyárthatók le. Kérjen árajánlatot vagy kollégáink segítségét, ha további kérdései vannak PolyJet technológiával történő gyártásával kapcsolatban.
A PolyJettel történő 3D nyomtatás lehetővé teszi több alapanyag felhasználását egyetlen nyomtatási folyamatban, így gyorsan létrehozhatók valósághű alkatrészek, és már a termékfejlesztési ciklus korai szakaszában megkezdhető a tervváltozatok fizikai modelljeinek előállítása.
A PolyJettel történő 3D nyomtatás a lehető legnagyobb pontosságot és részletgazdagságot biztosítja a termékek gyártása során.
A PolyJet leggyakoribb alkalmazási területei
A PolyJet-anyagok széles választékával többféle anyagot is kombinálhat – egy modellen belül – több komponensű fröccsöntés szimulálásához, rugalmas és többszínű alkatrészek előállításához, valamint összetett modellek létrehozásához.
A működési és esztétikai igények kielégítésére szolgáló fényérzékeny polimer anyagok alkalmazása révén a PolyJet költségkímélő és hatékony megoldást biztosít a prototípus-készítéshez és a modellezéshez.
Koncepció modellezés
Használja a PolyJet technológia színes és széleskörű alapanyag-tulajdonságokat kínáló megoldásait a termékei sorozatgyártásra történő előkészítése során.
Gyors prototípus-készítés
Kipróbálhatja az egyes tervváltozatokat, és megvalósíthatja ötleteit a PolyJet technológia segítségével. További információk
Anatómiai modellezés
Élethű anatómiai modellek a kezelések valósághű szimulálásához.
Alkatrészek PolyJet technológiás 3D nyomtatásához használható alapanyagok Önnek
A PolyJet használatában az évek során felhalmozott tapasztalatunk révén szakértővé váltunk a 3D nyomtatással készített, lenyűgöző minőségű alkatrészek gyártásában számos iparág és többféle anyag esetében is.
Fedezze fel a PolyJet-anyaglehetőségek elképesztően széles skáláját, és használjon akár többféle anyagot is ugyanazon modell esetében. Vigye véghez a lehetetlent a prototípus-készítésben – szimuláljon több komponensű fröccsöntést, készítsen rugalmas, többszínű alkatrészeket, és hozzon létre összetett modelleket akár 14 mikronos rétegvastagsággal, nagy felbontásban (a szabványos 27 mikron helyett).
Vero (merev)
A Vero merev és tartós, fényérzékeny polimerből készült alapanyag, amely ideálisan használható gyönyörű, valósághű, méretpontos modellek gyártásához, ahol elengedhetetlen a részletgazdagság és a kiváló minőségű felület.
Agilus 30A–95A (rugalmas)
Az Agilus egy gumiszerű, kiváló szakítószilárdságú, ismétlődő meghajlításnak ellenálló fényérzékeny PolyJet-alapanyag. Ez a gyors prototípus-készítéshez és tervellenőrzéshez ideálisan használható, gumiszerű anyag képes a gumiszerű termékek megjelenésének és működésének szimulálására.
Agilus + Vero (több komponensű fröccsöntés)
Az elasztomer tulajdonságú termékfunkciók koncepciómodellezése használatos, több komponensű fröccsöntéssel rugalmas és merev elemekből álló alkatrészeket egyetlen lépésben lehet előállítani. A PolyJet több komponensű nyomtatási eljárása a gumiszerű Agilus anyagot kombinálja a Vero anyagokkal.
Digital ABS Plus
A Digital ABS Plus™ a normál ABS műanyagok szimulálására használható, mivel magas szintű hőállóságot és ellenállóságot biztosít. Alkalmas olyan alkatrészek szimulálására, amelyek esetében nagy ütésállóság és lengéscsillapítás biztosítása szükséges. Jelentősen javítja a tervellenőrzéshez és funkcionális teszteléshez használt alkatrészek és prototípusok mechanikai teljesítményét.
Rigur alapanyag
A Rigur ellenálló és tartós, a polipropilén szimulálására alkalmas anyag. Megbízható teljesítményt nyújt, kiválóan használható mérettartó prototípusok készítéséhez. Ideálisan használható rugalmas bepattanó kötésekhez és zsanérokhoz.
Nem tudja, hol kezdjen hozzá? Szakembereink készséggel állnak rendelkezésére.
Készen áll a PolyJettel történő alkatrészgyártásra?
A VARINEX Zrt. szolgáltatásai mögött nem csupán az iparágvezető Stratasys áll – a 25 éves 3D nyomtatási tapasztalat mellett egy fáradhatatlan mérnökcsapattal is rendelkezünk, amely bármely projektszakaszban segítséget nyújt Önnek. Ajánlatkéréshez küldje el nevét/email címét és telefonszámát a 3DP@varinex.hu email címre csatolva a CAD-modelljét. Kollégáink hamarosan felveszik Önnel a kapcsolatot.
A PolyJet több iparágban történő alkalmazása során egyéni megoldásokat fejlesztettünk ki, így képesek vagyunk kielégíteni a legkülönbözőbb igényekkel rendelkező ügyfeleink elvárásait is.
ISO 9001 minőségbiztosítási tanúsítványunk biztosítja, hogy mérnökcsapatunk nem nyugszik addig, amíg ki nem elégíti a pontos alkatrészekkel kapcsolatos igényeit.
Az FDM eljárás a 3D nyomtatással történő gyártás tervezési szabadságát kínálja, emellett felgyorsítja a fejlesztési és gyártási folyamatokat. Lehetővé teszi a nagy szilárdságú, hőre lágyuló műanyagok felhasználását már a prototípusok készítésénél is.
Olyan nagy szilárdságú, mérnöki felhasználású alapanyagokat is alkalmazhat, mint a polikarbonát és az ULTEM™ 9085 resin hőre lágyuló műanyagok.
Az FDM technológiával hőálló és vegyi anyagoknak ellenálló, kiemelkedő szilárdság–tömeg aránnyal rendelkező alkatrészek és működőképes prototípusok is készíthetők.
Hogyan működik az FDM technológia?
A Fused Deposition Modeling (FDM) az egyik legszélesebb körben alkalmazott 3D nyomtatási eljárás napjainkban, amelynek során megolvasztott műanyagot oszlatnak szét a nyomtatási felületen vékony rétegekben. Az FFF (Fused Filament Fabrication) néven is ismert 3D nyomtatási eljárás azonos alapokon nyugszik, mint az FDM eljárás, azonban az FDM technológia a magas hőmérsékletű, zárt munkatér és a több, mint 30 éves fejlesztési munka eredményeként olyan nagyteljesítményű műanyagok nyomtatására is alkalmas, amelyre az FFF technológia nem.
Az FDM gyártási technológiát széles körben használják a repülőgépiparban, a közlekedési iparágban és különböző ipari alkalmazásokban.
Az FDM technológia lehetővé teszi olyan mérnöki felhasználású, hőre lágyuló műanyagok használatát, amelyek nehéz körülmények között, kemény teszteken és nagy igénybevételt jelentő alkalmazási területeken is megállják a helyüket.
Az FDM technológiával a kizárólag 3D nyomtatással előállítható geometriák gyártásához az iparból már jól ismert, nagy szilárdságú, stabil műanyagokat használhatja.
Az FDM leggyakoribb alkalmazási területei
Az FDM segítségével a vállalatok még több lehetőségre mondhatnak igent az alacsony darabszámú, egyedi gyártási alkatrészek előállítása terén.
A mérnöki felhasználású, hőre lágyuló műanyagok és az FDM
Számos iparág-specifikus hőre lágyuló műanyag közül választhat, ha speciális tulajdonságok elérése a cél. A nehézgépiparban és a közlekedési ágazatban a PC-ABS-t használják kiváló szilárdsága miatt, a repülőgépipari mérnökök pedig az ULTEM™ 9085 és az ULTEM™ 1010 resineket részesítik előnyben az FST-minősítésük és az FAA 25.853-as számú szabványának való megfelelőségük miatt.
Egyes anyagok biokompatibilitásuknak és MRI-készülékekben való használhatóságuknak köszönhetően egészségügyi alkalmazásokra is ideálisak.
Az FDM technológiát feltaláló család tagjának lenni azt jelenti, hogy a Stratasys kutatás-fejlesztés iránti erős elkötelezettsége támogat minket. A Stratasys csapata folyamatosan kutatja az új alkalmazási területeket és lehetőségeket.
A VARINEX Zrt. több évtizedes 3D nyomtatási tapasztalattal rendelkezik, és tudja, hogyan használható az FDM technológia az adott alkalmazási területen. Projektindítás előtt lépjen kapcsolatba szakértő mérnök kollégánkkal.
Kérdése van az FDM technológiával kapcsolatban? Szívesen válaszolunk.
Egy független tanulmány során, amelyben a Stratasys F123 sorozatú 3D nyomtatóit négyféle asztali nyomtatóval hasonlították össze, az F123 sorozat nagy előnnyel végzett az élen.
Az alábbi űrlap kitöltése után emailen elküldjük Önnek a tanulmányról készült összefoglalót. Ha többet szeretne megtudni az egyes nyomtatók összehasonlításáról, vegye fel a kapcsolatot kollégáinkkal.
Ismerje meg a Stratasys mérnöki FDM alapanyagait: Polikarbonát, PC-ABS, Nylon
Ha Stratasys FDM (Fused Deposition Modeling) 3D nyomtatót használ, az alapanyaglehetőségek végtelennek tűnhetnek, de fontos, hogy megbizonyosodjon arról, hogy az Önnek legjobban megfelelő Stratasys alapanyagokat használja az FDM alkalmazásokhoz. Egy előző cikkünkben röviden ismertettük az ABS, az ASA és a PLA alapanyagokat. Most az FDM mérnöki alapanyagok ismertetésén a sor: a Polikarbonát, a PC-ABS és a Nylon alapanyagokat mutatjuk be, amelyek Stratasys Fortus típusú nyomtatóval rendelkező ügyfelek számára elérhetőek a „mérnöki műanyagok” csomagban.
Mi a Polikarbonát (PC)?
A polikarbonát anyagok a folyamatosan ismétlődő karbonát monomer szerkezetükről kapták a nevüket, sokan Lexánként ismerhetik (a Lexan a SABIC védjegye). A Polikarbonát (PC) rendkívül népszerű az iparban. Nagy szilárdság, ütésállóság és könnyű kezelhetőség jellemzi az ebből az alapanyagokból készült modelleket. A többi amorf polimerhez hasonlóan a PC alapanyag jól nyomtatható, de kontrollálni kell a zsugorodását, ebből kifolyólag nem tanácsos a nyílt munkaterű nyomtatókkal való használata, de a zárt, fűtött és ipari sztenderdek szerint kontrollált hőmérsékletszabályozással és -eloszlással rendelkező berendezésekben a nyomtatása nem jelent kihívást a felhasználóknak.
A Stratasys Polikarbonát fehér színben kapható minden Fortus rendszerhez. Nyomtatható törhető PC-támaszanyaggal (standard T16 tippekkel) vagy oldható SR-100 (T12-SR100 tippekkel) támaszanyaggal, 127-330 mikron rétegvastagsággal.
Működési szempontból a PC könnyen használható, ugyanazokkal az alaplapokkal mint az ABS és az ASA.
Fontos, hogy a PC hajlamos a termikus sokkra, így a legjobb elkerülni a forró alkatrészek hideg tisztító tartályba való helyezését vagy akár fordítva, hogy elkerüljék a repedéseket.
140° C-nál (4,5 Bar nyomásnál) a PC-nek van a legmagasabb hőstabilitása a konkurens alapanyagokkal szemben. Kivételesen erős tömörítésnél, a tömör részek terhelése deformáció nélkül, akár öt tonna/cm3is lehet. Nagy kopásállósága miatt remek lemezformázó szerszámok elkészítésére, és sok esetben jobb választás, mint a hagyományos acél szerszámok. A szerszámozás mellett a Polikarbonát remekül használható ülékek és mérősablonok, illetve vákuumszerszámok gyártására is.
3D nyomtatott PC palackfúvó szerszám
Kiváló elektrosztatikus szigetelő. Ha a nyomtatott alkatrészeket érintkezésbe kell hozni élelmiszerekkel, akkor biokompatibilis változatban is elérhető fehér vagy áttetsző színben (ISO 10993 USP Class VI).
Mi a PC-ABS?
3D nyomtatott PC-ABS szerszám markolat
A PC-ABS a Polikarbonát és az ABS ötvözete. 30% -kal erősebb, mint az ABS, 13% -kal magasabb a hőtűrése, ezen felül hajlékonyabb és rugalmasabb, mint a PC. A fekete PC-ABS minden Stratasys Fortus FDM géppel nyomtatható, szabványos tipekkel (T10-T20) és alaplapokkal. A PC-ABS alapanyag már elérhető a Stratasys F370-hez is. A magasabb hőtűrés miatt jó választás mérősablonokhoz, szerelő ülékekhez, vákuumszerszámokhoz is. A PC-ABS oldószerrel simítható, pórusai lezárhatók, jó választás lehet tömör, porozitásmentes alkatrészeket igénylő alkalmazásokhoz is.
Mi a Nylon?
A DuPont védjegye után a Nylon név most már a poliamid néven ismert polimerek osztályának szinonimája. Míg a legtöbb Stratasys FDM-anyag amorf polimerként van besorolva, a nylonok félkristályosak, mert a molekuláris szerkezetük képes rendezett kristályszerkezeteket kialakítani. Ezek a kristályos szerkezetek lehetővé teszik, hogy a nylon anyagok rendkívül erősek maradjanak, rendkívül vékony szálakban is; ebből kifolyólag nagyon népszerűek a textiliparban. A 3D nyomtatás során a nylonok amorf polimerekként viselkednek, de a nyomtatott alkatrészeket kristályos szerkezetekké lágyíthatjuk, drasztikusan javítva azok szilárdságát, hőállóságát és izotropiáját.
A Nylon12 fekete színben elérhető minden Stratasys Fortus FDM gépen. A szabványos tipekkel 127-330 mikronrétegben nyomtat speciális építőlemezeken, oldható SR-110 támasztóanyaggal (T12-SR100 tip). A nylonok különösen higroszkóposak (nedvességet szívnak magukba a levegőből) és szárazon kell tartani őket ahhoz, hogy jól nyomtathatók legyenek. Használatakor különösen ügyelni kell arra, hogy az alapanyagtároló kaniszter zárva legyen, és tárolásnál is fontos, hogy ne kapjanak nedvességet. A nyomtatás után az összes nylon alkatrészt legalább 4 órán át hőkezelni kell, hogy az a maximális teljesítményt nyújtsa. A nylon alkatrészek általában jól nyomtathatók, a sacrificial tower beállítással javíthatunk a jó felületi minőségen.
A Nylon nagyon erős, keményebb, de kevésbé hajlamos a fáradásos törésre, mint a PC-ABS, ráadásul jobb kémiai ellenállással is rendelkezik. A Nylon12 a legjobb választás pattanókötésekkel rendelkező funkcionális prototípusokhoz.
3D nyomtatott Nylon 12-CF szénszálas fúrósablon
Az F900 esetében elérhető a fekete Nylon6, 254 és 330 mikron rétegvastagsággal. A Nylon12-hez hasonlóan a Nylon6 is rendkívül hajlékony, de 50%-kal nagyobb szilárdsággal és hőállósággal rendelkezik, mint a Nylon12, és majdnem kétszer olyan merev. Tehát, bár sok alkalmazásban a Nylon12 fejlettebb verziójának tekinthető, ez jobban megfelel szerszámok elkészítéséhez. Az olyan befogókhoz és ülékekhez, amelyeknek merevnek kell lenniük, de bírniuk kell a kemény kezelést és az esetleges elejtést, nagyszerű a Nylon6 alapanyag.
Összefoglalva, a műszaki hőre lágyuló műanyagok ideálisak, ha a szilárdság, a hőtűrés, a merevség és a tartósság követelményei alapján a szabványos ABS, ASA és PLA műanyagok már nem megfelelőek az adott alkalmazáshoz. A PC, PC-ABS és a Nylon jól illeszkedik a funkcionális prototípusokhoz és végleges alkatrészekhez.
A VARINEX Zrt. szolgáltatásai mögött nem csupán az iparágvezető Stratasys áll – a 25 éves 3D nyomtatási tapasztalat mellett egy fáradhatatlan mérnökcsapattal is rendelkezünk, amely bármely projektszakaszban segítséget nyújt Önnek. Kérdése van? Segítünk! Projektindítás előtt lépjen kapcsolatba a szakértő mérnök kollégákkal a 3dp@varinex.hu email címen!
Stratasys standard FDM alapanyagok: ABS, ASA és PLA
Amennyiben egy Stratasys FDM (Fused Deposition Modeling) 3D nyomtató iránt érdeklődik, esetleg már rendelkezik is eggyel, fontos számunkra, hogy a lehető legjobban ki tudja használni a benne rejlő lehetőségeket. A berendezés gyors megtérülése, az idő- és költségmegtakarítás egy-egy adott alkalmazáshoz a megfelelő anyagok kiválasztásával maximalizálható. Amennyiben ön még most ismerkedik az additív gyártás világával, akkor az anyagok kiválasztásában kérje szakértő kollégáink segítségét. Ebben a cikkben röviden ismertetjük a Stratasys FDM alapanyagokat, amellyel támpontot szeretnénk adni az alkalmazásokhoz megfelelő műanyagok kiválasztásában. Először a leginkább elterjedt, standard alapanyagokra, az ABS-re, a PLA-ra és az ASA-ra összpontosítunk.
Az FDM technológiájú 3D nyomtatók két legelterjedtebb alapanyaga az ABS és a PLA. Az ABS-volt az első az FDM technológiában használt hőre lágyuló műanyag, amikor a technológiát a Stratasys-t alapító Scott Crump 1989-ben szabadalmaztatta.
Mi a PLA?
A Poly Lactic Acid (vagy polilaktid) alapesetben áttetsző poliészter, amely természetes keményítőkből (kukorica, cukornád stb.) származik. Kemény és merev, alacsony az üvegesedési hőmérséklete (Tg) és biológiailag lebontható (komposztálható), így az élelmiszer-csomagolásban is népszerűvé vált, többek között a környezetbarát termékek között. A PLA kevésbé tágul, mint a például az ABS alapanyag, amikor felmelegítjük, ezzel a tulajdonsággal hatékonyan használható az olcsóbb kategóriába tartozó, munkatér-fűtés nélküli berendezésekben is. A PLA önmagában nagyszerű anyag, és elérhető a Stratasys F123 3D nyomtatókban is. UV fényre érzékeny, de nehezebb és merevebb, mint az ABS, és ellenáll az acetonnak.
A PLA egyedülálló tulajdonságai megnehezítették a megbízható oldható támaszanyag kialakítását. A PLA-val általában használt támaszanyag vízben oldódik, ebből fakadóan nagyon érzékeny a környezet páratartalmára és nehezen kezelhető. A Stratasys FDM 3D nyomtatókban a PLA az egyetlen alapanyag, amelynél a modellanyagot használjuk támaszanyagként is. A PLA gyengesége a modellalapú támasztószerkezetekre vonatkozik, amelyeket kézzel kell eltávolítani, és ez a folyamat negatívan befolyásolja a gyártott modell felületét, amelyek így utólagos felületkezelést igényelnek.
Mi az ABS?
Az Akrilnitril-Butadién-Sztirol egy hőre lágyuló polimer; mindenütt jelen van a fröccsöntő és hőformázó iparágakban, mint tartós, általános felhasználású alapanyag.
A polibutadién gumi monomer rugalmasságot és ütésállóságot eredményez, míg a sztirol monomer kémiai ellenállást, keménységet és az ABS-re jellemző csillogást kölcsönöz (az akrilnitril lényegében együtt tartja az összetevőket). Ezen monomerek arányainak beállításával és különböző lágyítók hozzáadásával a műanyaggyártók különféle keverékeket állíthatnak elő a speciális alkalmazásokhoz. A Stratasys által használt ABS alapanyag (ABS plusz -P430 és ABS-M30) FDM-re specializálódott kialakítású, az extruderben nem szenesedő alapanyag. Egyik változata az ISO-minősítésű keverék ABS-M30i-ként, valamint elektrosztatikus disszipatív, vagyis ESD minősítésű anyagként az ABS-ESD7 is a felhasználók rendelkezésére áll. Az elektromos vezetőképesség növelése mellett az ABS-ESD7-ben hozzáadott szén 10%-kal növeli az alkatrészek szilárdságát és a merevségét. Az ABS alapanyagok kémiai ellenállása nem kiemelkedő, oldja az aceton, így kiválóan alkalmas a modellek felületkezelésére (aceton gőzölés), de nem alkalmas kültéri használatra, mert az UV fény fakóvá és törékennyé teszi a gyártott modelleket.
ABS -ESD7 műszerház
Mi az ASA?
Az ASA (Akrilnitril-Sztirol-Akrilát) kémiailag nagyon hasonlít az ABS-hez, a gumi monomer kivételével; a polibutadiént akrilát gumi helyettesíti. A butadién az UV fényre reagál, amely az ABS alapanyagot a napfényben törékennyé teszi, így az ASA, amely nem tartalmaz butadiént sokkal inkább ellenáll az UV-fénynek és (az adott akrilát-észtertől függően) valamivel jobb kémiai ellenállási profilt eredményez, az aceton ennél az alapanyagnál is használható felületsimításra és ragasztásra.
A legtöbb műanyaghoz hasonlóan az ABS-nek és az ASA-nak is meglehetősen magas a termikus tágulási együtthatója (CTE). Ez a megfelelő nyomtatási környezet hiányában kihívásokat jelent a 3D nyomtatásban, mivel belső feszültséget hoz létre az alkatrészek nyomtatásakor, ami elhajlást, gyenge részeket és rétegek közötti elválást is eredményezhet. A stabil nyomtathatóság, méretpontosság és az ipari, 4% alatti maximális hibaarány érdekében minden Stratasys 3D nyomtató fűtött munkateret használ. A megoldás arra épül, hogy a munkatérben elhelyezett alkatrészek a lehető legmagasabb hőmérsékleten készüljenek (olvadás vagy megszakítás nélkül), majd a nyomtatás után egyenletesen, programozottan kerüljenek lehűtésre. A fűtött munkatér és a gyári alapanyag egységes összetétele és állandó minősége biztosítja a nagyon pontos zsugorodási tényezőt. Ez az elsődleges oka, hogy a Stratasys FDM gépek nyomtatási pontossága kiváló, és a nyomtatás megismételhető egyenletes minőségben a maximális ipari elvárásoknak megfelelően.
Mivel az ABS és az ASA megbízható, különböző színekben kapható, és az alámetszett részek utómunka nélküli nyomtathatóságának érdekében oldható támaszanyagokkal nyomtatható, a prototípusgyártáshoz és kisebb sorozatgyártáshoz tökéletes választás. Az ASA kültéri használatra is megfelelő, az ABS pedig minden más, általános célú felhasználásra megoldást jelent. Nagyszerű és könnyen elérhető alapanyagopció mindkettő az általános gyártósori eszközök előállításához.
ASA visszapillantótükör burkolat
Oldható támaszanyagok
Külön alkalmazási lehetőségek állnak rendelkezésünkre a Stratasys speciális, oldható támaszanyagaihoz is. Az ebből az anyagból készült szerszámokat sacrifical (veszejtéses) szerszámoknak nevezzük. A felhasználók a modellt és a támaszanyagokat tudják használni úgy is, hogy a gyártott termék a támaszanyagból készül, az ABS / ASA pedig a tartószerkezet. Az így kapott alkatrész üvegszálas vagy szénszálas anyaggal van körbe laminálva vagy gumiba mártva, akár galvanizáljuk/fémmel bevonjuk, majd az alakadó támasztékon egyszerűen kioldjuk és megkapjuk az az alkatrészt, amelyet nem tudtunk volna egy darabban legyártani az üvegszálas vagy kompozit technológiához használt hagyományos szerszámokkal és eljárásokkal. Ugyanez a koncepció alkalmazható a homok, gipsz vagy szilikon öntésére is. Az SR-20, SR-30 és SR-35 támaszanyagok mind melegített alkáli oldatban (WaterWorks vagy EcoWorks) lúgos folyadékban oldhatók.
A prototípus- és a kis-sorozatú gyártáshoz az ABS, az ASA és a PLA kiváló és költséghatékony alapanyagok. Amikor a végfelhasználói alkatrészek, a szerszámok és a nagy teherbírású szerelvények és gyártósori befogók, mérősablonok gyártására van szükség, már egy mérnöki kategóriájú hőre lágyuló műanyag alapanyag szükséges (Polikarbonát, PC-ABS, Nylon).
A VARINEX Zrt. szolgáltatásai mögött nem csupán az iparágvezető Stratasys áll – a 25 éves 3D nyomtatási tapasztalat mellett egy fáradhatatlan mérnökcsapattal is rendelkezünk, amely bármely projektszakaszban segítséget nyújt Önnek. Kérdése van? Segítünk! Projektindítás előtt lépjen kapcsolatba a szakértő mérnök kollégákkal a 3dp@varinex.hu email címen!
A STRATASYS a nagy teljesítményű és professzionális FDM technológia előnyeinek kiaknázásához az F123 3D nyomtató sorozatnál a berendezésekhez kifejlesztett GrabCAD Print szoftvert ajánlja. A GrabCAD Print az ipar speciális elvárásainak is megfelelő és intelligensen testre szabható 3D nyomtatási megoldást biztosít a felhasználóknak.
Légterelő cső TPU 92 alapanyagból
A kihívás:
Az elasztomer anyaghasználat továbbra is növekszik világszerte, és a különböző iparágak egyre inkább elkezdtek a 3D nyomtatás felé fordulni a költségek és a piacra jutás idejének csökkentése érdekében. Mint minden technológiánál, az optimális eredmények elérése függ az elasztomer egyedi kihívásainak megértésétől, tekintettel a rugalmasságára.
A nagy, ipari nyomtatási rendszerek intenzív munkafolyamatokkal dolgoznak. A kisebb, alacsonyabb árú FDM rendszerek előnye lehet az alacsony kezdeti költség, de építési kapacitásuk korlátozza az előállítani kívánt alkatrészek méretét. Rendkívül fontos, hogy a támaszanyag ne korlátozza az alkatrészek összetettségét. Ezek az alacsonyabb árú nyomtatók a modellek anyagából építenek támaszt, aminek következtében felület minősége romlik a támasz eltávolítása során.
A megoldás: STRATASYS F123 és az oldható támaszanyag
A válasz erre a kihívásra az elasztomer 3D nyomtató rendszer, amely jó hozzáférhetőséget, nagy építési szabadságot, könnyű kezelhetőséget és oldható támaszanyagot kínál. Ez a kombináció lehetővé teszi nagyobb, komplexebb elasztomer alkatrészek gyors és költséghatékony előállítását.
Ütésálló burkolat TPU 92 alapanyagból
A STRATASYS F123 ™ sorozatú 3D nyomtatók mindezeket a képességeket kínálják az FDM ™ TPU 92A, hőre lágyuló poliuretán elasztomer műanyagból. Ezek közül a műanyagok közül azonban a legértékesebb a QSR ™ oldható támaszanyag. A QSR lehetővé teszi, hogy olyan komplex geometriákat nyomtasson, amelyek más módon kivitelezhetetlenek lennének. Az F123 sorozat bizonyítottan megbízható és valódi plug-and-play alkalmazást biztosít.
A TPU-t (Thermoplastic Polyurethane Elastomer) az olyan kiváló tulajdonságai, mint a nyújthatóság, a kiváló szilárdság és az extrém tartósság, alkalmassá teszik komplex, üreges, rugalmas prototípusok és kis sorozatban gyártható termékek 3D nyomtatására. Az oldható támaszanyagnak köszönhetően nem kell többé tervezési kompromisszumokat kötni, és a költségek is csökkennek.
Az oldható támaszanyag egy erre az eljárásra kifejlesztett tartályban válik le a kész tárgyról, ellentétben a törhető támaszanyaggal, ami kézzel távolítható el. A törhető támaszanyag eltávolítása a belső járatokkal rendelkező csövekből sok időt igényel, feltéve, hogy egyáltalán hozzáférhető. Az oldható támaszanyagokkal készült alkatrészeket azonban egyszerűen bele lehet meríteni az oldatba, amely feloldja a támaszanyagot. Ezen túlmenően az oldható támaszanyaggal elkerülhetők a törhető támasz leválasztásakor jellemző felületi sérülések és mérettartási problémák.
Az új, rugalmas és szakadásálló alapanyag széleskörű felhasználási lehetőséget kínál az iparban, mint pl. az autóipar vagy a sportszergyártás. Többek között készíthetők belőle különféle tömítések, tömlők, csövek, konzolbélések, fogantyúk, felületvédők.
Az Eckhart is 3D nyomtatással optimalizálja gyártósori megoldásait
Az Eckhart ipari automatizálással foglalkozó amerikai vállalat vezető szerepet tölt be additív gyártás felhasználásában az Ipar 4.0 területén. A cég a fejlett ipari megoldások vezetője, elkötelezett amellett, hogy javítsa a gyárban dolgozók munkakörülményeit, biztonságot, megbízhatóságot és hatékonyságot biztosít az ipar számára, az orvosi eszközöktől az autóiparig. „Az Ipar 4.0 valóban egy intelligens ökoszisztéma, amely összefogja a gyár valamennyi rendszerét, hogy segítsen a folyamatot irányítóknak, és a gyárban dolgozó alkalmazottaknak a jobb tájékozódásban” – mondta Andrew Storm, az Eckhart vezérigazgatója. „A Fortune 500 lista gyárigazgatóinak kilencven százaléka úgy véli, hogy az Ipar 4.0 technológiák bevezetése elengedhetetlen” – tette hozzá Dan Burseth, az Eckhart alelnöke. (A Fortune 500 az USA legnagyobb árbevételű cégeinek listája)
3D nyomtatott egyedi szenzortartó konzol
Személyre szabott, bevált additív megoldások
Az Eckhart testreszabja gyártósori megoldásait az egyes ügyfelek egyedi igényeinek kielégítése érdekében. Megmutatja, hogy pontosan hol fejlődhetnek az ergonómia, a helyszín vagy az anyagköltség tekintetében, önvezető járművek, kollaboratív robotika használatával és 3D nyomtatással. „Ügyfeleink bevált, tartós megoldásokat akarnak. Az összeszerelő üzemben kíméletlenek a körülmények: az eszközöket óránként 60-szor használják, napi háromszor 8 órás műszakban, heti 6-7 napon át” – mondta Bob Heath, az Eckhart Additive Manufacturing tervezőmérnöke. A Stratasys mérnöki minőségű alapanyagai, a Nylon 12 szénszálas és az ULTEM™ 1010 resin segítségével olyan tartós megoldásokat tudunk előállítani, amelyek ellenállóak, és kibírják a kíméletlen automatizált ipari környezetet. Az olyan nagy ipari ügyfeleknek, mint a Ford, a Mercedes, vagy az Airbus, az Eckhart megmutatta, hogy a Stratasys alapanyagaiból készült gyártósori eszközök alkalmazása jelentősen javítja a gyártási folyamatot.
„Korábban az alkatrészeinket annak megfelelően kellett megterveznünk, hogy milyen eljárással fogjuk legyártani például manuális megmunkálással vagy CNC-marással. Az additív gyártással azonban korlátlanok a lehetőségek, bármilyen komplikált alkatrész előállítható.”
Sok Eckhart ügyfél ébredt rá, mekkora előnyt jelentenek a gyártási folyamatok során alkalmazott 3D nyomtatott szerelő ülékek, illesztősablonok, és szerszámok.
3D nyomtatott rögzítő befogó
A logók, emblémák, címkék felhelyezése a járművekre egy gyakran ismétlődő művelet. Az ehhez használatos pozicionáló eszköz kerete igen nehéz, és akár óránként 60-szor is fel kell emelnie a gyárban dolgozó operátoroknak. Ez a folyamatos, ismétlődő mozdulatsor könnyen sérüléshez vezethet. A 3D nyomtatás alkalmazásával hatékonyan megoldható a tömegcsökkentés, így a könnyített eszközök használatával a sérülések kialakulási esélye csökkenthető.
„Az additív gyártás egy olyan eszköz a kezünkben, amellyel nem helyettesítjük a munkavállalót, de a hatékonyságát az ötszörösére növelhetjük” -mondta Drew Morales, az Eckhart üzletfejlesztési igazgatója.
Társulás egy korszerű jövőért
Az Eckhart felismerte, hogy az idő és az innováció kulcsfontosságú tényezők, és minden vállalkozásra súlyos nyomás nehezedik, hogy gyorsabb legyen. Ez mindenkire vonatkozik, kezdve a tehergépjármű gyártó Caterpillar-tól az orvostechnikai eszközöket gyártó Medtronic-on át a repülőgépgyártókig, mint az Airbus, Boeing vagy a Lockheed Martin.
„Nagyon erőteljesen érezzük, hogy a 3D nyomtatás egy olyan katalizátor, amely lehetővé teszi a vállalkozások számára, hogy sokkal gyorsabban teszteljék az ötleteiket, elképzeléseiket, mint korábban” – mondta Storm.
Az Eckhart esettanulmányán keresztül jól érzékélhető a 3D nyomtatás előnye és kiemelt szerepe az Ipar 4.0 bevezetésében.
Töltse le tervezési útmutatónkat, amelyből megismerheti az FDM technológiai eljárásra vonatkozó tervezési szempontokat! Tervezési szempontok FDM nyomtatáshoz
Mára pontosan kirajzolódott a 3D nyomtatás helye a gyártástechnológiák sorában: olcsóbbá, gyorsabbá és testre szabhatóvá tette a tömeggyártást, akár kisszériás megrendelések esetén is. Az innovatív technológia gyakorlati szerepéről kérdeztük Falk Györgyöt, a VARINEX Zrt. stratégiai igazgatóját.
Falk György
A kezdeti időben a 3D nyomtatás csupán a számítógépen megtervezett tárgyak vizualizálására szolgált, de ahogy fejlődött a technológia – nőtt a sebessége, javult a felbontása, és új, az iparban használható alapanyagok jelentek meg –, egyre több helyen bukkantak fel a 3D nyomtatott tárgyak. Mára pedig kivívta a helyét a gyártási technológiák sorában – vallja Falk György.
– Az Airbus például az A350-es repülőgépében több mint ezer nyomtatott alkatrészt használ, de a legnagyobb autógyártók sem léteznének a 3D nyomtatás nélkül. A fröccsöntésnél gyorsabban és olcsóbban tudnak előállítani alkatrészeket, és a technológia segítségével a tömeggyártásban is meg tud jelenni az egyedi igény.
Mi kellett ahhoz, hogy a nagy gyártók felfedezzék a 3D nyomtatást, és megbízzanak a nyomtatott alkatrészekben?
– Az évek során egyre összetettebb feladatokra képes 3D nyomtatókat dobtak piacra. A legújabbak már képesek több színt és különböző anyagokat párosítani, vagy extrém vékony felületet nyomtatni. A fejlődés igazi motorja azonban az alapanyag-technológia.
A repülőgépekben használt alkatrészek esetén például követelmény volt, hogy azok kibírják a magas hőmérsékletet, tűz esetén pedig olyan, nem mérgező gázt fejlesszenek, amely elvonja a légkörből az oxigént, és eloltja a tüzet. Ha pedig egy termék megfelelt a legmagasabb elvárásokkal rendelkező repülőgépiparnak, más iparágak szereplői is nyitottabbak lesznek az innovációra.
Mi a 3D nyomtatás versenyelőnye?
– A 3D nyomtatás az egyedi, nem túl nagy sorozatszámú alkatrészek gyártását is lehetővé teszi rövid határidővel és költséghatékonyan. A komplex alkatrészek esetében is célszerű az innovatív nyomtatást alkalmazni, amivel meg lehet spórolni a fröccsöntéshez szükséges bonyolult szerszám előállításának tetemes költségét.
A 3D nyomtatás a megoldás akkor is, amikor egy új alkatrész prototípusát kell előállítani a tömeggyártást megelőzően és abban az esetben is, amikor a személyre szabhatóság a felhasználói élmény záloga, mint például a szemüvegkeret, a fogimplantátum vagy a csípőprotézis esetén. Gondoljunk csak bele, eddig az ember csípőcsontját kellett a protézishez igazítani, a 3D nyomtatással előállított darabot viszont a betegről készült CT-felvételek alapján tervezik meg milliméterről milliméterre.
A Gartner jóslata szerint 2021-re a világ TOP100 fogyasztásicikk-gyártójának a húsz százaléka 3D nyomtatással fogja előállítani a termékeit. Ön hogy látja a 3D nyomtatás jövőjét?
A 3D nyomtatáshoz kapcsolódó kezdeti túlzó várakozások a helyükre kerültek, ma megalapozottan látjuk, hogy valójában mire jó ez a technológia. Ahol a személyre szabhatóság fogyasztói elvárás, a 3D nyomtatás a legmegfelelőbb gyártási technológia.
Ahol az számít, hogy mennyi idő alatt érkezik meg a pótalkatrész, a 3D nyomtatással lehet elkerülni a hatalmas raktározási, beszállítási és logisztikai költségeket. És akkor még nem beszéltünk az egészségiparról, ahol az orvosi minőségű titánnyomtatás forradalmasíthatja az implantátumgyártást. A nagy kérdés a gyártási sebesség fejlődésének dinamizmusa.
A cég
1991-ben, amikor megszűnt a Gépipari Technológiai Intézet, Voloncs György és Falk György megalapították a Varinexet. A kutatóintézetben addig tudományos főmunkatársként számítógépes tervezéssel foglalkozó mérnökökből a kényszer szült vállalkozót, de ezt ők az elmúlt évtizedekben soha nem bánták meg. A ma már évi két és félmilliárd forintos árbevétellel rendelkező, közel 40 főt foglalkoztató VARINEX Zrt. a hazai 3D nyomtatás legnagyobb guruja.
Forrás: Piac és Profit, 2019. március
Ha szeretne értesülni friss híreinkről, eseményeinkről, rendezvényeinkről, iratkozzon fel hírlevelünkre!
Megjelent a Stratasys TPU 92A Elasztomer alapanyag
A Stratasys F123 3D nyomtató sorozata a nagy teljesítményű FDM technológia és a GrabCAD Print szoftver nyomtatást támogató funkcióinak segítségével a lehető legsokoldalúbb és legintelligensebb megoldást nyújtja. Most megérkezett hozzá a legújabb alapanyag, a rugalmas TPU 92A elasztomer.
TPU 92A elasztomer alapanyagból nyomtatott alkatrész. A kép forrása: www.stratasys.com
A TPU-t (Thermoplastic Polyurethane Elastomer) az olyan kiváló tulajdonságai, mint a nyújthatóság, a kiváló szilárdság és az extrém tartósság, alkalmassá teszik komplex, üreges, rugalmas prototípusok és kis sorozatban gyártható termékek 3D nyomtatására. Az oldható támaszanyagnak köszönhetően nem kell többé tervezési kompromisszumokat kötni, és a költségek is csökkennek.
Az új, rugalmas és szakadásálló alapanyag széleskörű felhasználási lehetőséget kínál az iparban, mint pl. az autóipar vagy a sportszergyártás. Többek között készíthetők belőle különféle tömítések, tömlők, csövek, konzolbélések, fogantyúk, felületvédők.
Amennyiben szeretne elsőként értesülni a 3D nyomtatással kapcsolatos hírekről, rendezvényeinkről, akcióinkról, kérjük, kattintson az alábbi gombra.
Gondolja újra a gyár és a gyártás fogalmát az alapoktól!
Magyarországon elsőként nálunk lehetett a közvetlen digitális gyártás, ún. DDM szolgáltatást igénybe venni, amelynek segítségével ügyfeleink sokkal gyorsabban képesek megrendelőik igényeit kielégíteni és saját gyártási tevékenységüket optimalizálni. A DDM szolgáltatás segítségével piaci előnyhöz juthatnak ügyfeleink, ezáltal sikeresebb lesz vállalkozásuk.
Amennyiben Önt érdekli közvetlen digitális gyártás szolgáltatásunk, kattintson ide.
Példák a lehetőségekre
Vákuumformázó egyedi szerszám direkt gyártása rendkívül rövid határidővel, első kis sorozatú termékminták gyártására. Az elkészült szerszámtestet nem kell további előkészítési munkálatoknak alávetni, azonnal felhasználható.
Egyedi gyártást segítő készülékek, szerelősori készülékek/rögzítő készülékek, munkavédelmet segítő eszközök, fúró és pozicionáló készülékek, különböző sablonok/ragasztó készülékek és elektronikai szerelést segítő rögzítő/szállító/továbbító tálcák készítése, melyek a különleges alapanyagnak köszönhetően csökkentik az alkatrészek potenciálkülönbségét.
Különleges papírcsomagoló, szállító tálcák gyártó- és formázó szerszámának készítése, akár néhány munkanapos átfutási idővel.
Lemezpréselő szerszámok, közvetlen prés szerszámbetétek előállítása.
Gumipárnás préselés, hidraulikus formázás és formára feszítő eljárás.
Kis súlyú, nagy méretű MOCK-OP modellek készítése, a gyártástechnológia és szerelősor ellenőrzésére. A nagy méretekhez képest a rendkívül kicsi tömeg a könnyű kezelhetőséget szolgálja. A pontos illeszkedés fémbetétek elhelyezésével tovább növelhető, így egy ideig kopásmentesen is felhasználhatók.
Kompozit alkatrészek kimosható formamag készítése, akár 175°C-ig.
A Stratasys által kínált technológia lehetővé teszi az alapanyagok valós időben történő keverését. Az Audi ezzel a 3D nyomtatási technológiával fejleszti és teszi gyorsabbá az autóipari tervezést.
Az Audi a prototípus-készítés átfutási idejének jelentős csökkenésére számít a járműveinél használt hátsó lámpaburák tervezését illetően. A hagyományos módszerekhez képest akár 50%-kal is csökkenhet a fejlesztési idő.
A Stratasys J750 3D nyomtató élénk színeinek köszönhetően az Audi olyan átlátszó, többszínű alkatrészeket gyárthat – a digitális CAD modell színezett, textúrázott változatából közvetlenül – 3D nyomtatással, amelyek megfelelnek a szigorú tervezési és jóváhagyási folyamat textúrára és színekre vonatkozó követelményeinek.
Az Audi 3D műanyagnyomtatási központja az egyedülálló Stratasys J750 3D nyomtatóval egy darabban, közvetlenül a digitális modellből nyomtatja ki az ultrarealisztikus, többszínű és átlátszó hátsó lámpaburákat.
Mielőtt az új járművek gyártását megkezdik, az Audi ingolstadti előszériás gyártási központja fizikai modelleket és prototípusokat épít a márka számára, hogy alaposan kiértékelhesse az új terveket és koncepciókat. Ehhez a jármű legtöbb alkatrészének már a gyártósor elkészülte előtt, a fejlesztés korai szakaszában rendelkezésre kell állnia – a felniktől kezdve a kilincseken át egészen a hűtőrácsokig. A hagyományos módszereket, mint például az öntést vagy a CNC marást, széles körben alkalmazzák a fizikai modellek, alkatrészek megalkotására és sokszorosítására az új tervek, koncepciók megvalósítása során. A 3D nyomtatás a hagyományos módszerek mellett az Audi előszériás gyártási központjában a tervezési munka szerves részévé vált, így a csapat túlléphetett a hagyományos folyamatok korlátain, és felgyorsíthatta a tervek ellenőrzését, jóváhagyását.
A hátsó lámpaburák esetében a csapat hagyományosan öntést vagy marást használt az egyes alkatrészek gyártásához. A hagyományos eljárások esetében a hátsó lámpatestek többszínű buráinak létrehozása jelentette a legfőbb kihívást. Az egyes eltérő színekből álló részegységeket gyártás után össze kell illeszteni, ugyanis nem lehetett őket egy darabban, különböző színekben és textúrával a hagyományos módszerekkel legyártani. Ez az időigényes folyamat növelte a tervek ellenőrzésének átfutási idejét, ezáltal növelte a termék piacra kerüléséhez szükséges időt.
Digitális modellből „gombnyomásra” színes, ultrarealisztikus modellek készülnek, ezáltal a 3D nyomtatás új generációja felgyorsítja a tervezést
A folyamat korszerűsítése és egyszerűsítése céljából az Audi 3D műanyagnyomtatási központja a Stratasys J750, egyszerre hat különböző alapanyagból történő gyártásra, valós színes nyomtatásra is képes 3D nyomtatóját használja. Ez lehetővé teszi a teljesen átlátszó, akár többszínű hátsó lámpaburák egy darabban való nyomtatását, és szükségtelenné teszi a korábbi többlépcsős folyamatot. A több mint 500 000 színkombináció révén a csapat olyan színátmenetes és textúrázott átlátszó alkatrészeket nyomtathat 3D-ben, amelyek az Audi tervezési-jóváhagyási folyamatában lefektetett legszigorúbb feltételeknek is megfelelnek.
„A dizájn az egyik legfontosabb vásárlási szempont az Audi ügyfelei számára, ezért döntő fontosságú, hogy ragaszkodjunk a legmagasabb szintű minőségi előírásokhoz a járműfejlesztés tervezési és koncepcióalkotási fázisában – magyarázza Dr. Tim Spiering, az Audi 3D műanyagnyomtatási központjának vezetője. – Tehát olyan prototípusokra van szükségünk, amelyek pontos alkatrész-geometriával rendelkeznek, nincsenek eltorzulva, rendkívül jó minőségűek, emellett a tervekhez hű szín és átlátszóság jellemzi őket. A Stratasys J750 3D nyomtató kiemelten fontos előnyt jelent számunkra, hiszen lehetővé teszi, hogy a terveknek megfelelő pontos textúrákat és színeket nyomtassuk. Ez elengedhetetlen ahhoz, hogy a tervezési koncepciókat jóváhagyják a gyártáshoz. Ami a 3D nyomtatott átlátszó alkatrészeket illeti, ezen kívül nem láttam még olyan technológiát, amely megfelel az előírásainknak.”„Mivel a Stratasys J750-et használjuk a hátsó lámpaburák prototípusainak készítéséhez, felgyorsítjuk a tervellenőrzési folyamatot – teszi hozzá Spiering. – Úgy becsüljük, hogy akár 50 százalékos időmegtakarítást is elérhetünk a 3D nyomtatási technológia alkalmazásával a hátsó lámpaburák prototípus-készítése során.”
A 3D műanyagnyomtatási szakértelemért, tanácsadásért és gyártásért egyaránt Dr. Spiering és 24 fős csapata felel az Audi ingolstadti központjában. Mióta 2002-ben befektettek az első Stratasys FDM 3D nyomtatóba, a részleg tíz 3D polimernyomtatóval – többek között Stratasys FDM és PolyJet 3D nyomtatókkal – egészítette ki portfólióját.
Andy Middleton, a Stratasys EMEA regionális elnöke így összegezte:
„Az Audi egy kiváló példa arra, hogy az egyedülálló színes, több alapanyag valós idejű keverésére épülő 3D nyomtatási technológiánk hogyan képes egyszerűsíteni különböző tervezési folyamatokat és hatékonyan lerövidíteni a fejlesztési ciklusokat. Ha az időmegtakarítást, amelyet az Audi a hátsó lámpák esetében ért el, kiterjesztjük a jármű többi alkatrészére is, a piacra dobás idejére gyakorolt összhatás hatalmas lesz. Izgatottan várjuk, hogy az Audi hogyan használja majd az FDM és PolyJet technológiáinkat újabb és újabb alkalmazási területeken, kihasználva az általunk kínált előnyöket a fejlesztési folyamatok hatékonyságának növelésében.”
Forrás: STRATASYS.com
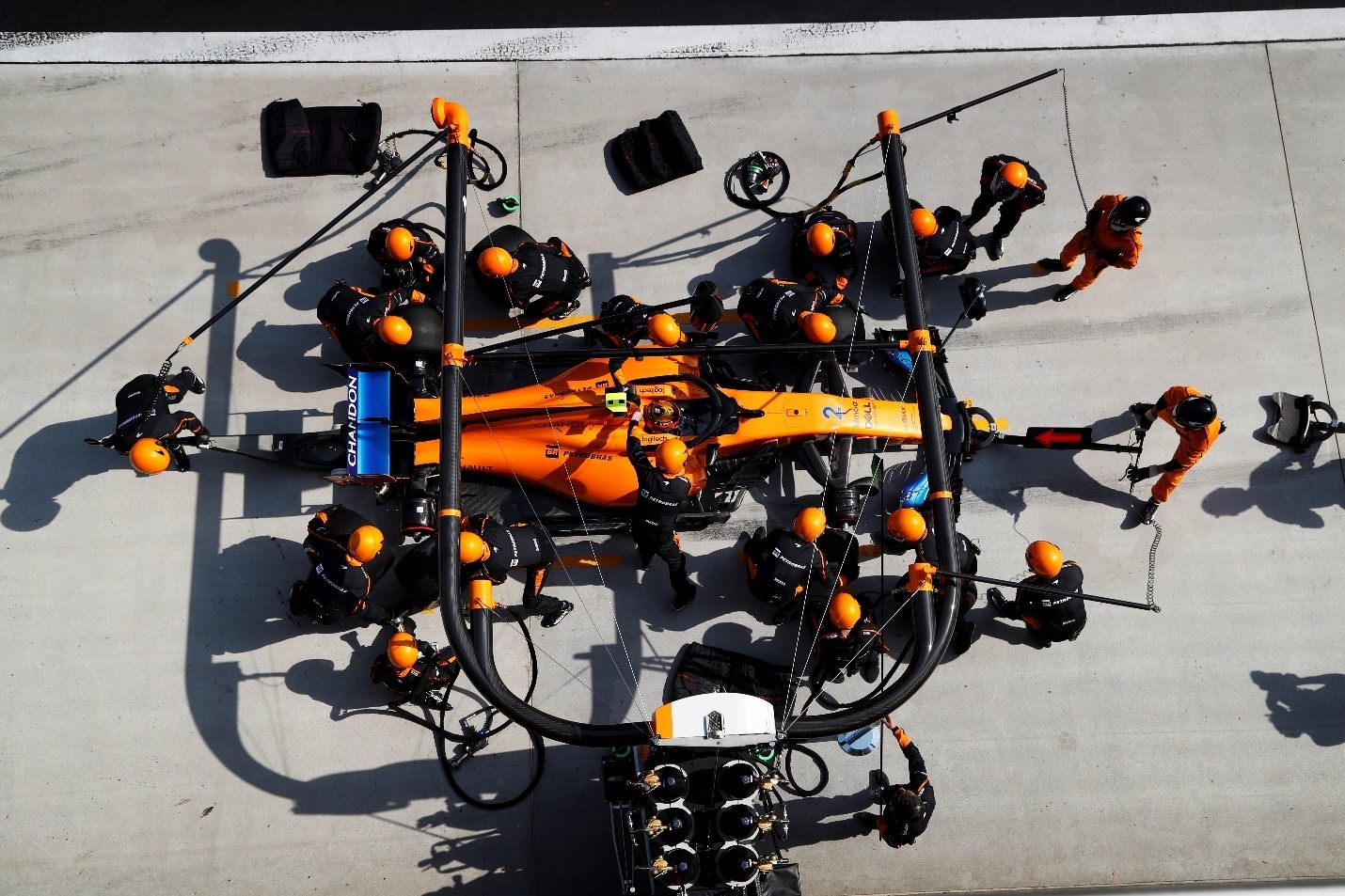
A Surrey-központú McLaren Racing csapat, amely 12 versenyzői és 8 konstruktőri bajnokságot nyert eddig a Forma-1-ben. Mostantól a Stratasys 3D nyomtatási technológiáit alkalmazza a tervváltozatok elkészítésének felgyorsítására és a McLaren versenyautó súlyának csökkentésére.
A 2017-es versenyautó teljesítményének javítására tervezett 3D nyomtatott alkatrészek közé hidraulikavezetéket tartó konzol, rugalmas rádió kábelkorbácstartó, szénszálas kompozit fékhűtő csövek és hátsó szárnyvéglap tartozik.
A versenyautó konzolja négy óra alatt készült el, szemben a hagyományos gyártási folyamatok kéthetesre becsült gyártási idejével.
A kép a McLaren tulajdona.
A McLaren a hidraulikus vezeték rögzítésére szolgáló szerkezeti konzolt 3D nyomtatással, egy Stratasys Fortus 450mc 3D nyomtató segítségével, szénszál-erősítésű nylon anyagból (FDM Nylon 12CF) készítette el.
A versenyautó hidraulikavezeték-tartó konzolja. A kép a McLaren tulajdona.
Hasonlóképpen, egy új, kétirányú kommunikációs és adatrendszer is bekerült a versenyautóba, de a kábel elvonta a pilóta figyelmét. Ennek megszüntetése érdekében a McLaren kihasználta azt, hogy a Stratasys J750 3D nyomtató rugalmas anyagok nyomtatására is képes, és előállított egy gumihoz hasonló anyagú tartót a kommunikációs rendszer kábelkorbácsainak kötegeléséhez. Egyetlen nap alatt megtörtént a három tervváltozat elkészítése és 3D nyomtatása.
A versenyautó rádió-kábelkorbácsa. A kép a McLaren tulajdona.
A versenyautó hátulján lévő, a hátsó leszorítóerő növelésére szolgáló nagy méretű szárnyvéglap szénszál-erősítésű kompozitból készült, egy FDM-alapú Fortus 900mc 3D nyomtatóval előállított szerszám segítségével. A csapat három nap alatt végzett a 900 mm széles, magas hőmérsékleten (177 °C), ULTEM™ 1010 resin alapanyagból készült öntőforma 3D nyomtatásával az autoklávozott kompozit szerkezetben való felhasználásra, amivel a csapat időt takaríthatott meg a kritikus fontosságú, korlátozott tesztelési időszakban.
Neil Oatley, a McLaren Racing tervezésért és fejlesztésért felelős igazgatója a következőket mondta el: „Folyamatosan módosítjuk és tökéletesítjük a Forma 1-es versenyautó terveit, így az új tervváltozatok gyors tesztelésére való képesség alapvető fontosságú az autó könnyebbé tételéhez, és még inkább a nagyobb teljesítményt célzó, kézzelfogható változatok számának növelése tekintetében.
Oldható 3D nyomtatott szerszámok a versenyautó fékalkatrészeinek hőmérsékletszabályozásához
Ha az autóval kapcsolatos új fejlesztéseket egy versennyel hamarabb mutathatjuk be, miközben az új ötletből mindössze néhány nap alatt új alkatrész lesz, az kulcstényező a McLaren versenyképességének növeléséhez.
Azzal, hogy egyre szélesebb körben alkalmazzuk a Stratasys 3D nyomtatási technológiáját a gyártási folyamatainkban – a kész alkatrészek előállításakor, a kompozitgyártáskor, vagy akár fogyóeszközök, például megmunkálóbefogók készítésekor – csökkenthetjük az átfutási időt, és közben összetettebb alkatrészeket gyárthatunk.”
A tervezési és gyártási ciklus felgyorsítása érdekében a versenycsapat a Stratasys uPrint SE Plus készüléket a tesztek és versenyek során a helyszínen is alkalmazni fogja. Így lehetővé teszi a csapat számára, hogy igény szerint állíthasson elő alkatrészeket és szerszámokat.
A kép a McLaren tulajdona.
A fékalkatrészek hőmérsékletének hatékony szabályozásához a McLaren 3D nyomtatással készült oldható szerszámokat állít elő, amelyeket üreges kompozit fékhűtő csövek gyártására használ. A kimosható mag 3D nyomtatással készült, kifejezetten ehhez az alkalmazáshoz fejlesztett oldható ST-130 anyagból. Ezt szénszál-erősítésű kompozit anyaggal vonták be, majd magas hőmérsékleten autoklávozták. A folyamat végeredménye egy csőszerű szerkezet, amelynek rendkívül sima belső felülete biztosítja a szükséges légáramlást a fékekhez, miközben maximális aerodinamikai és motorteljesítményt biztosít.
Forrás: Stratasys; McLaren; theengineer.com; Autopro.hu. A képek a McLaren és a Stratasys tulajdona.
Ismerje meg Ön is a McLaren által is sikeresen alkalmazott Stratasys FDM 3D nyomtatókat!
3D nyomtatott robot-virágok menthetik meg a méheket
Egy ausztrál művész újszerű ötlettel állt elő a csökkenő méh populációk megmentésére. „Mesterséges Beporzó” elnevezésű koncepcionális projektje 3D nyomtatott robot-virágokkal és mesterséges beporzással ösztönözné szaporodásra a méheket.
A 3D nyomtatott, repcére hasonlító virágszirmok vonzzák a méheket.
A méhfajok az egész világon olyan, az emberiség által előidézett kihívásokkal néznek szembe, mint az éghajlatváltozás, a rovarirtó szerek és az invazív fajok elterjedése. Szerencsére sok magánszemély és szervezet rukkol elő olyan ötletekkel, amelyek segítik a beporzásban meghatározó szerepet játszó rovarok védelmét. Michael Candy, Brisbane-i művész egyike ezeknek. A méhek beporzási tevékenységének elősegítésére egy olyan ötlettel állt elő, amelyben az additív gyártás is fontos szerepet kap.
A projekt lényege, hogy pollennel és nektárral feltöltött, 3D nyomtatott robot-virágokat helyez valódi növények közé, hogy odacsábítsák és beporzásra sarkallják a méheket. A virágokat mesterséges porzószállal és repce-ihlette szirmokkal is ellátták, hogy jobban vonzzák a méheket. A nektároldatot egy sor motor és csövecske juttatja a 3D nyomtatott virág felszínére.
A nektároldatot egy sor motor és csövecske juttatja a 3D nyomtatott virág felszínére.
Candy elmondása szerint nem volt egyszerű feladat rávenni a méheket a beporzásra, sok próbálkozás és kudarc vezetett a sikerig. „Több évbe telt, mire rá tudtuk bírni a méheket, hogy rászálljanak a mesterséges porzókra” – mondta. „A szintetikus virág színe és formája is fontos a vonzerő szempontjából, mivel a méhek sokféle módon azonosítják be a virágokat.” A tesztek és a kísérletek azonban azt mutatják, hogy a méhek vonzódnak a kis sárga, 3D nyomtatott virágokhoz és pollent is gyűjtenek róluk.
A mesterséges repcét valódi fajtársai közé ültetik.
Candy úgy véli, hogy mesterséges beporzási rendszere egy napon szélesebb körben is elterjedhet, hogy ösztönözze a méheket a beporzásban: „Elképzelhető, hogy egy olyan jövőben, amikor a növények már nem lesznek képesek virágport termelni, csak gyűjteni, a „Mesterséges Beporzó” képes lenne helyreállítani a növények szaporodási ciklusát.”
(Forrás: http://www.3ders.org)
Idén már 90. alkalommal rendezik meg az Oscar gálát, melyre március 4-én, a Dolby Színházban, Los Angelesben kerül sor. 2017-es év legjobb filmjeit és filmeseit díjazzák, melyek között az előző évekhez hasonlóan magyar alkotásért is szurkolhatunk. Enyedi Ildikó Testről és lélekről című filmje a legjobb idegen nyelvű alkotás kategóriában indul.
Az eredeti Oscar szobor
Az első díj tervezését Cedric Gibbonsra, az MGM (Metro-Goldwyn-Mayer) díszlettervezőjére bízták, majd az ő elképzelései, vázlatai alapján Georges Stanley szobrászművész készítette el. Így született meg Oscar 3,856 kg-mal és 34,3 cm-es magassággal, a mérete azóta sem változott, viszont a talapzatot 1945-ig többször is áttervezték.
Napjainkban az Oscar szoborból évente 50 db készül, és 12 ember munkája van benne. Az évek során több változtatáson is átesett a szobor, mivel a díjazottak első alkalommal aranyozott bronz, később fém, végül 24 karátos arannyal bevont szobrokat tarthattak a kezükben. A II. világháború idején a hatalmas fémhiány miatt 3 évig festett gipszből készültek a szobrok.
Makerbot 3D nyomtatóval készült Oscar szobor
Az Akadémia viszont néhány éve úgy döntött, hogy az eredeti, 1929-es bronz öntőforma alapján készítteti el a szobrokat. Ezzel a feladattal a művészi munkákra specializálódott New York állambéli Rock Tavernben lévő öntödét bízták meg. A műhely digitálisan beszkennelte az 1929-es szobrot és a modernkori alapzatát. A digitális Oscart ezután 3D nyomtatóval nyomtatták ki és ennek segítségével született az öntőforma, mely segítségével viaszból ki tudták önteni a szobrokat. A viaszszobrok ezután kerámia burkolatot kaptak, majd a figurákat addig hevítették, míg kifolyt belőlük a viasz és csak az üres külső köpeny maradt. Ezután az üres kerámia köpenybe öntötték a megolvasztott, folyékony bronzot. Lehűlés után tisztították és csiszolták az öntvényeket. A szobrok 24 karátos aranyborításáról egy brooklyni cég, az Epner Technology gondoskodik. A szobrocskák bronz alapja némi fekete patinát is kap, a figurákat végül kézzel csiszolják makulátlanra. Az ötven Oscar-díj elkészítése három hónapot vesz igénybe ezzel a módszerrel. A szobrok mérete továbbra sem változott, 34 centiméter magasak és 3,8 kg súlyúak.
Reméljük, hogy az 50 szoborból, melyek részben a 3D nyomtatás technológia felhasználásával készültek, egy idén is Magyarországra kerül Enyedi Ildikó jóvoltából. Szurkoljunk együtt március negyedikéről ötödikére virradóra.
Enyedi Ildikó filmjéért is izgulhatunk a 90. Oscar-on.(Képek forrása: nerdist.com; Varinex Zrt; kidsnews.hu)
Izgalmas hírek a cipő-fanatikusoknak: az Adidas a sokáig tartó hitegetés után végre piacra dobta legújabb termékét, az AlphaEDGE 4D LTD-t!
Az Adidas várva várt, 3D nyomtatott talpú cipője
Az AlphaEdge 4D LTD az egyik legnépszerűbb és legjobb minőségű AlphaBounce elnevezésű futócipőn alapul. A Futurecraft nevezetű, 3D nyomtatással készített anyag a Bounce habot helyettesíti a cipő talpán. Az Adidas és a Carbon közös munkája során jött létre ez az újítás, melynek különlegessége, hogy minden lépésnél irányított energiavisszatérítés történik fény és oxigén segítségével. Természetesen a cipőt sportolóknak készítették, de dizánja lehetővé teszi utcai viseletét is.
AlphaEdge 4D LTD
(Képek: https://sneakernews.com)
Amennyiben szeretne többet megtudni 3D nyomtatási technológiákról, kattintson ide.
A Fekete Párduc jelmez kategóriában 2019-ben megkapta a legnagyobb elismerést, az Oscart!
A kép forrása: Marvel
………………………………………………………………………………………………
2018. január végén jelent meg a talán eddig legjobban várt szuperhős film, a Fekete Párduc. A film óriási sikert aratott és ez részben köszönhető Ruth E. Carternek, aki Hollywoodban nagy tiszteletnek örvendő jelmeztervező, többek között a Malcolm X (1992) és a Selma (2014) című filmekben végzett munkája által ismerik, de sok más filmben jelenített meg nagyon egyedi és bámulatosan szép öltözékeket.
Ebben a filmben is remek munkát végzett, ahol a múlt és a jelen afro-amerikai kultúráját kellett ötvöznie. Ryan Coogler (rendező) világában a legfejlettebb ország Wakanda, melynek lakosai erősen kötődnek gyökereikhez, ebben a futurisztikus technológiával rendelkező, azonban látszólag harmadik világbeli országban.
Ramonda királynő (Angela Bassett) 3D nyomtatóval készített válldísze (Fotó: vogue.co.uk)
Ezt az ellentmondást Ruth E. Carter tökéletesen szemlélteti, mikor megnézzük Ramonda királynő (Angela Bassett) 3D nyomtatóval készített válldíszét, mely a jelenleg elérhető legmodernebb csúcstechnológiával jeleníti meg egy már évszázadok óta létező kultúra jellegzetes jegyeit. A 3D nyomtatás egyik legnagyobb szépsége, hogy terveinknek csupán a képzeletünk szabhat határt, divattervezők is gyakran használják, mivel olyan darabok készíthetőek el vele, melyek más technológiával megvalósíthatatlanok lennének. Ezért, mikor Carter megálmodta ezt a grandiózus kelléket, nem is választhatott volna jobb és különlegesebb kivitelezést, mint a 3D nyomtatás.
Azonban nem ez a válldísz az első kellék, melyet 3D nyomtatóval készítettek szuperhős filmhez. Az előző évben megjelent Thor: Ragnarokban Hela fejdísze is ezzel a technológiával készült.
Nagyszabású hazai orvos-biológiai kutatás vette kezdetét a BME közreműködésével
Egyénre szabott orvos-biológiai implantátumok és segédeszközök új generációs gyártási folyamatának kidolgozásába kezdett a VARINEX Zrt., amelyben együttműködő partnere a Budapesti Műszaki és Gazdaságtudományi Egyetem. A hároméves kutatási projekt a Nemzeti Kutatási, Fejlesztési és Innovációs Alap támogatásával valósul meg, és célja egy versenyképes és hosszabb távon költség- és időkímélő minőségi gyártás létrehozása.
Az életminőséget javító orvos-biológiai eszközök egyénre szabott generációjának gyártástechnológiáját fejlesztheti az NKFI Alap támogatásával és a BME bevonásával a VARINEX Zrt., három éven keresztül. A fejlesztés az additív gyártástechnológiai eljárások komplex rendszerének vizsgálatával valósul meg, fókuszban az adatgyűjtés- és feldolgozás, modellezés, virtuális gyártás, validálás és a 3D nyomtatás témáival. A projekt eredménye a humán gyógyászat terén olyan egyénre szabott, egyedileg gyártott implantátumok, illetve eszközök előállítása és alkalmazása lesz, amelyek az emberi szervezet számára magasabb fokú biokompatibiltást és biofunkcionalitást jelentenek, gyorsabb gyógyulás és jelentősen hosszabb idejű használhatóság mellett.
A kutatás célja versenyképes, hosszabb távon költség- és időkímélő minőségi gyártás létrehozása, illetve a hazai hozzáadott érték növelése, az alábbi fő területeken:
– komplett gyártási folyamat kidolgozása, kiépítése, az egyén CT felvételétől a kész, személyre szabott implantátumig, illetve segédkészülékig; – technológiai mintarendszer kialakítása a kutatáshoz, fejlesztéshez és a gyártáshoz, biztosítva a projekt futamideje utáni kutatás-fejlesztés folytatását; – fém és polimer termékekre vonatkozóan minősítési protokollok kidolgozása, a termékekkel egy időben elkészülő tesztmintákra alapozva, a beépítésre alkalmasság véleményezésével.
A projekt teljes költségvetése: 837 823 139 Ft A Nemzeti Kutatási, Fejlesztési és Innovációs Alap támogatásának összege: 745 423 139 Ft
Az orvos-biológiai implantátumok és segédeszközök új generációs gyártási folyamatának kidolgozását a VARINEX Zrt. a Budapesti Műszaki és Gazdaságtudományi Egyetemmel közösen végzi.
A személyre szabott implantátumok magasabb fokú biokompatibiltást és biofunkcionalitást jelentenek az emberi szervezet számára.
A hároméves kutatási projekt a Nemzeti Kutatási, Fejlesztési és Innovációs Alap 745, 5 millió forintos támogatásával valósul meg, és célja egy versenyképes és hosszabb távon költség- és időkímélő minőségi gyártás létrehozása.
Az életminőséget javító orvos-biológiai eszközök egyénre szabott generációjának gyártástechnológiáját fejlesztheti az NKFI Alap támogatásával és a BME bevonásával a VARINEX Zrt., három éven keresztül. A fejlesztés az additív gyártástechnológiai eljárások komplex rendszerének vizsgálatával valósul meg, fókuszban az adatgyűjtés- és feldolgozás, modellezés, virtuális gyártás, validálás és a 3D nyomtatás témáival.
A projekt eredménye a humán gyógyászat terén olyan egyénre szabott, egyedileg gyártott implantátumok, illetve eszközök előállítása és alkalmazása lesz, amelyek az emberi szervezet számára magasabb fokú biokompatibiltást és biofunkcionalitást jelentenek, gyorsabb gyógyulás és jelentősen hosszabb idejű használhatóság mellett.
„Döntően a lézeres additív technológiákra fókuszálva olyan kutató-fejlesztő és gyártó mintarendszert, illetve smart üzemet alakítunk ki orvos-biológiai eszközök gyártására, amely az eddigi, zömmel egyedi kezdeményezésű, kisebb fejlesztéseket rendszerszinten törekszik integrálni, az ipari fejlesztés és egyetemi kooperáció kiépítésével és tartós fenntartásával”
– mondta el Falk György, a VARINEX Zrt. stratégiai igazgatója.
A kutatás főbb területei:
a komplett gyártási folyamat kidolgozása, kiépítése, az egyén CT felvételétől a kész, személyre szabott implantátumig, illetve segédkészülékig;
technológiai mintarendszer kialakítása a kutatáshoz, fejlesztéshez és a gyártáshoz, biztosítva a projekt futamideje utáni kutatás-fejlesztés folytatását;
fém és polimer termékekre vonatkozóan minősítési protokollok kidolgozása, a termékekkel egy időben elkészülő tesztmintákra alapozva, a beépítésre alkalmasság véleményezésével.
A projekt teljes költségvetése 837, 8 millió forint.
Sajtómegjelenés: 3D orvos-biológiai kutatás kezdődött
Egyénre szabott orvos-biológiai implantátumok és segédeszközök új generációs gyártási folyamatának kidolgozásába kezdett a VARINEX Zrt., a Budapesti Műszaki és Gazdaságtudományi Egyetemmel együttműködésben.
Egyénre szabott orvos-biológiai implantátumok és segédeszközök új generációs gyártási folyamatának kidolgozásába kezdett a VARINEX Zrt., amelyben együttműködő partnere a Budapesti Műszaki és Gazdaságtudományi Egyetem. A hároméves kutatási projekt a Nemzeti Kutatási, Fejlesztési és Innovációs Alap támogatásával valósul meg, és célja egy versenyképes és hosszabb távon költség- és időkímélő minőségi gyártás létrehozása.
Az életminőséget javító orvos-biológiai eszközök egyénre szabott generációjának gyártástechnológiáját fejlesztheti az NKFI Alap támogatásával és a BME bevonásával a VARINEX Zrt., három éven keresztül. A fejlesztés az additív gyártástechnológiai eljárások komplex rendszerének vizsgálatával valósul meg, fókuszban az adatgyűjtés- és feldolgozás, modellezés, virtuális gyártás, validálás és a 3D nyomtatás témáival. A projekt eredménye a humán gyógyászat terén olyan egyénre szabott, egyedileg gyártott implantátumok, illetve eszközök előállítása és alkalmazása lesz, amelyek az emberi szervezet számára magasabb fokú biokompatibiltást és biofunkcionalitást jelentenek, gyorsabb gyógyulás és jelentősen hosszabb idejű használhatóság mellett.
„Döntően a lézeres additív technológiákra fókuszálva, olyan kutató-fejlesztő és gyártó mintarendszert, illetve smart üzemet alakítunk ki orvos-biológiai eszközök gyártására, amely az eddigi, zömmel egyedi kezdeményezésű, kisebb fejlesztéseket rendszerszinten törekszik integrálni, az ipari fejlesztés és egyetemi kooperáció kiépítésével és tartós fenntartásával” – mondta el Falk György, a VARINEX Zrt. stratégiai igazgatója.
A kutatás célja versenyképes, hosszabb távon költség- és időkímélő minőségi gyártás létrehozása, illetve a hazai hozzáadott érték növelése, az alábbi fő területeken:
komplett gyártási folyamat kidolgozása, kiépítése, az egyén CT felvételétől a kész, személyre szabott implantátumig, illetve segédkészülékig;
technológiai mintarendszer kialakítása a kutatáshoz, fejlesztéshez és a gyártáshoz, biztosítva a projekt futamideje utáni kutatás-fejlesztés folytatását;
fém és polimer termékekre vonatkozóan minősítési protokollok kidolgozása, a termékekkel egy időben elkészülő tesztmintákra alapozva, a beépítésre alkalmasság véleményezésével.
A projekt teljes költségvetése: 837 823 139 Ft, a Nemzeti Kutatási, Fejlesztési és Innovációs Alap támogatásának összege: 745 423 139 Ft
Ezzel a kézenfekvő, de még korántsem annyira széles körben elterjedt elképzeléssel keresett fel bennünket a Magyar Nemzeti Múzeum a Semmelweis Orvostörténeti Múzeummal karöltve. Az Orvostörténeti gyűjtemény egyik féltett kincsét, egy XVII. századi kisméretű szülészeti tanbabát kellett beszkennelnünk, majd kinyomtatnunk, hogy a programok és kutatások során ne a ritka – mindössze 11 darabról van tudomásunk világszerte! – és nagy értékű, elefántcsontból készült törékeny figurát adják kézről-kézre, hanem annak pontos mását.
Szülészeti tanbaba a XVII. századból (MNM SOM, ltsz.: 77.275.1.1-5)
A szkennelésre a Semmelweis Orvostörténeti Múzeumban került sor, ahol mi is csak kesztyűs kézzel nyúlhattunk a törékeny műtárgyhoz. A szkennelést megnehezítette, hogy a Stephan Zick, nürnbergi mester által faragott szétszedhető szülészeti tanbaba has környéki része számtalan apró kis részletből, szervből áll, amelyek csak a mellkas és hasfal leemelése után válnak láthatóvá, mint például az anyaméh és benne az apró magzat. A szobrocska ráadásul elefántcsontból készült, ami igen szép, de fényes felület és érthető okokból nem mattítható a szkennelés kedvéért.
A nehezítő körülmények ellenére, nagyon szép modellt sikerült létrehozni. A beszkennelt állományon kiegészítettük a hiányzó részeket és tovább finomítottuk Geomagic Design X szoftverrel, ami a világ egyik legmodernebb visszamodellező szoftvere.
A modell kinyomtatásának egyik legfontosabb szempontja volt, hogy minél jobban hasonlítson a gyönyörű, törtfehér, fényes felületű elefántcsonthoz. A VeroWhite alapanyagra esett a választásunk, amely szín- és felületbeni hasonlósága mellett kiválóan képes visszaadni a részleteket. Egyes elemeket, mint például a hasfalat, VeroClear átlátszó modellanyagból nyomtattuk, ami betekintést enged a méhbe. A többszáz éves műalkotás így visszakerülhetett a vitrinbe, 3D nyomtatott mását pedig tanulmányozhatja a szakma és az érdeklődő közönség is.
Tudjon meg többet a bejegyzésben szereplő modellek kinyomtatásához használt 3D nyomtatókról: Stratasys PolyJet 3D nyomtatók







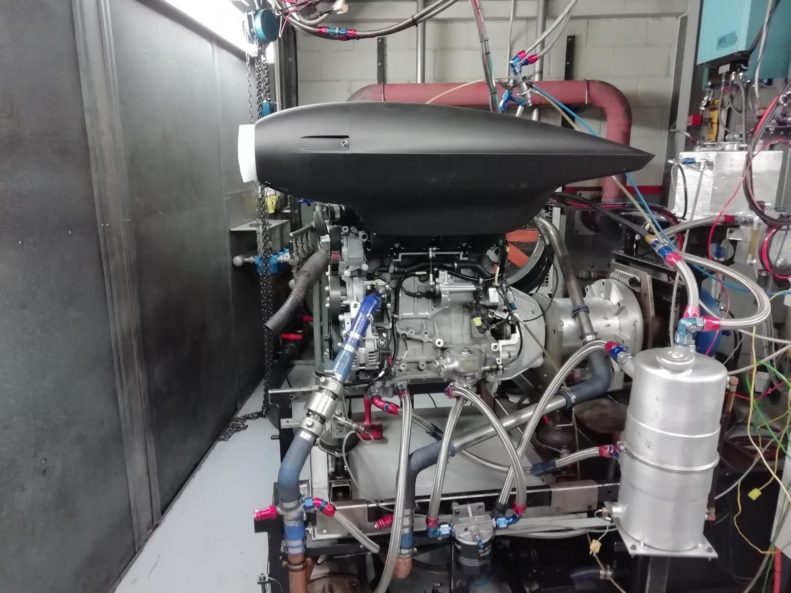



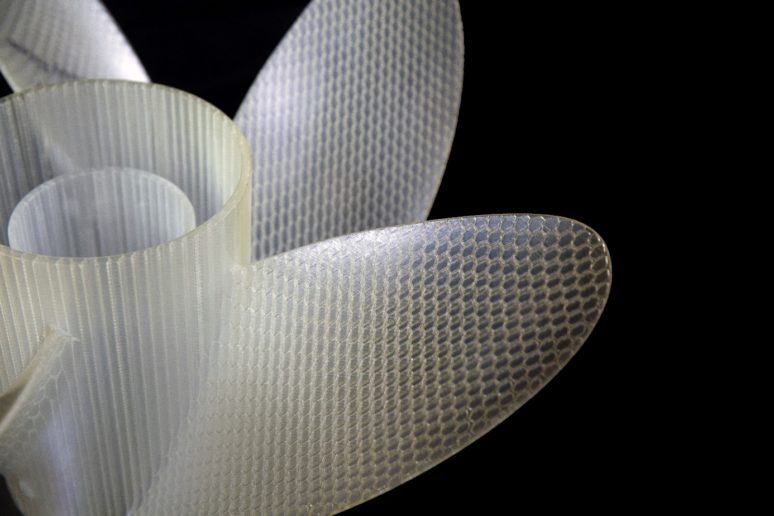
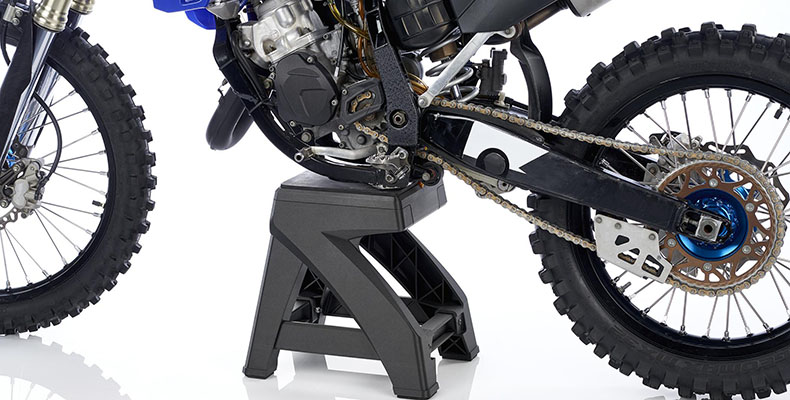






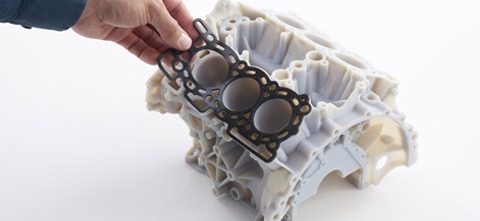
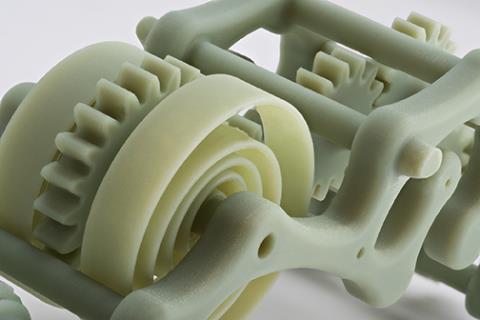









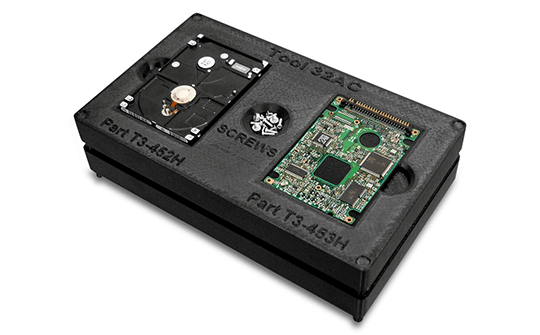




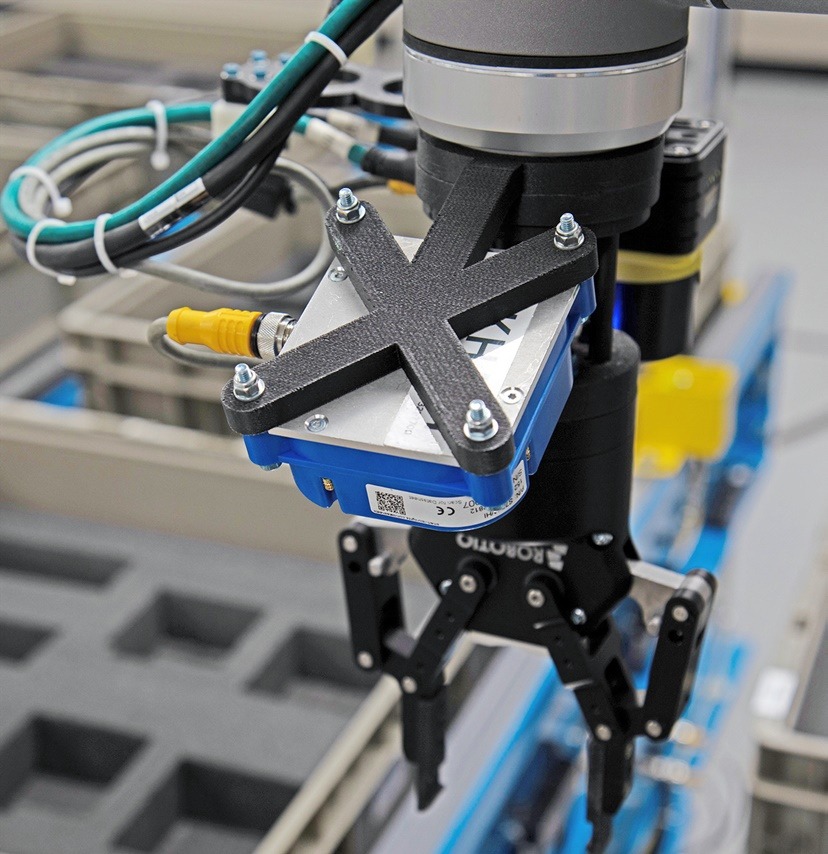
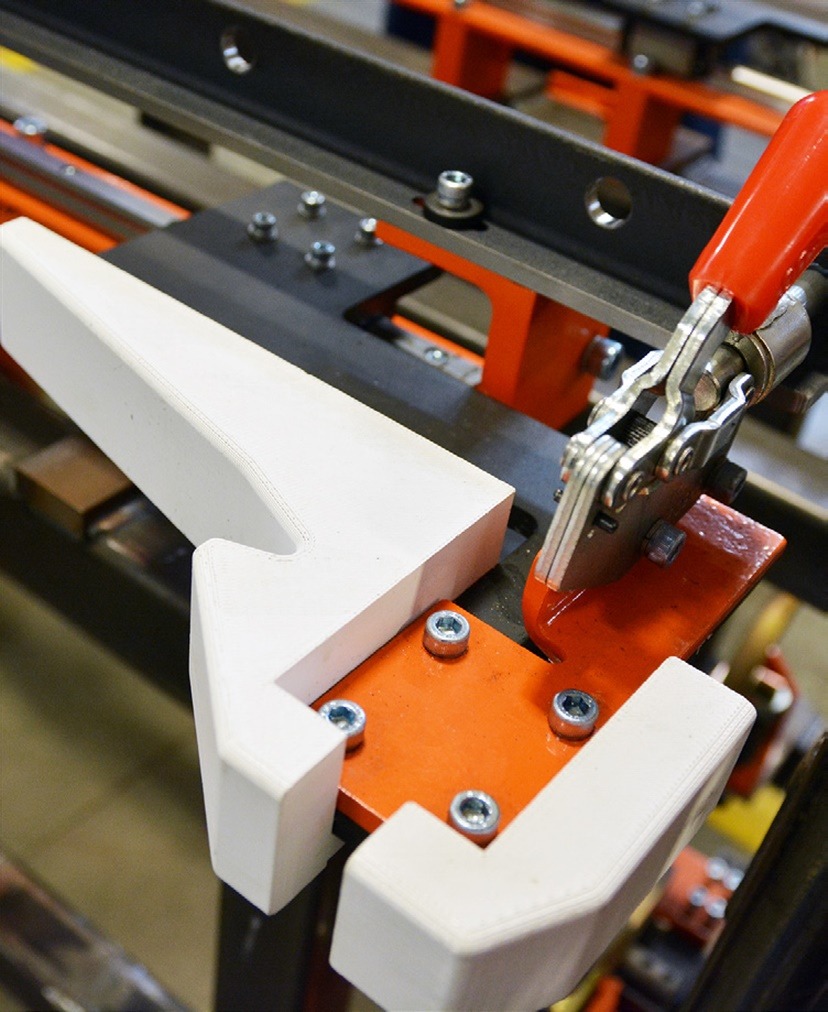
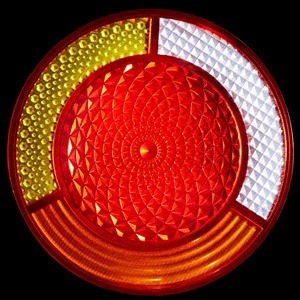




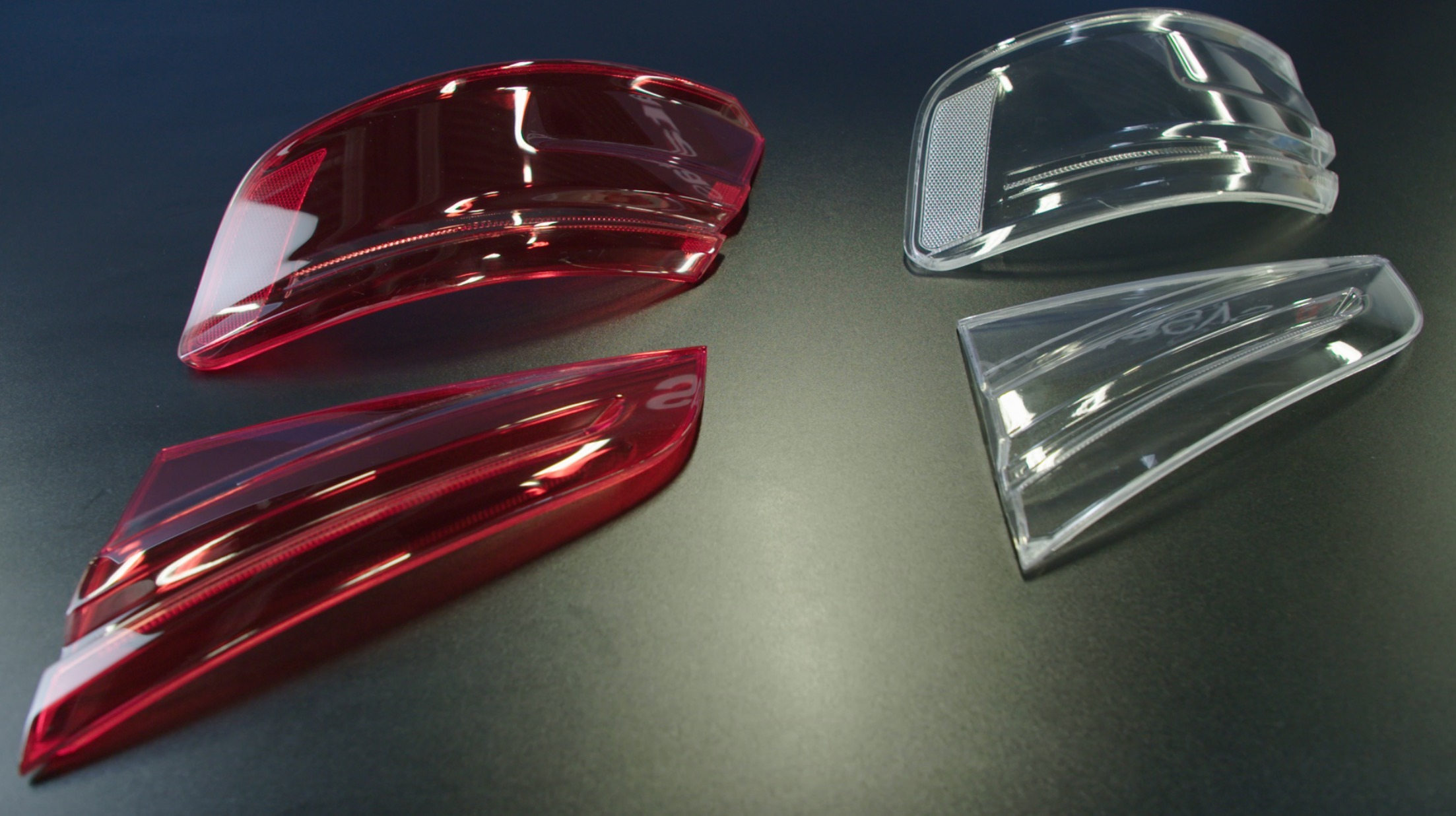 „A dizájn az egyik legfontosabb vásárlási szempont az Audi ügyfelei számára, ezért döntő fontosságú, hogy ragaszkodjunk a legmagasabb szintű minőségi előírásokhoz a járműfejlesztés tervezési és koncepcióalkotási fázisában – magyarázza Dr. Tim Spiering, az Audi 3D műanyagnyomtatási központjának vezetője. – Tehát olyan prototípusokra van szükségünk, amelyek pontos alkatrész-geometriával rendelkeznek, nincsenek eltorzulva, rendkívül jó minőségűek, emellett a tervekhez hű szín és átlátszóság jellemzi őket. A Stratasys J750 3D nyomtató kiemelten fontos előnyt jelent számunkra, hiszen lehetővé teszi, hogy a terveknek megfelelő pontos textúrákat és színeket nyomtassuk. Ez elengedhetetlen ahhoz, hogy a tervezési koncepciókat jóváhagyják a gyártáshoz. Ami a 3D nyomtatott átlátszó alkatrészeket illeti, ezen kívül nem láttam még olyan technológiát, amely megfelel az előírásainknak.”
„Mivel a Stratasys J750-et használjuk a hátsó lámpaburák prototípusainak készítéséhez, felgyorsítjuk a tervellenőrzési folyamatot – teszi hozzá Spiering. – Úgy becsüljük, hogy akár 50 százalékos időmegtakarítást is elérhetünk a 3D nyomtatási technológia alkalmazásával a hátsó lámpaburák prototípus-készítése során.”
A 3D műanyagnyomtatási szakértelemért, tanácsadásért és gyártásért egyaránt Dr. Spiering és 24 fős csapata felel az Audi ingolstadti központjában. Mióta 2002-ben befektettek az első Stratasys FDM 3D nyomtatóba, a részleg tíz 3D polimernyomtatóval – többek között Stratasys FDM és PolyJet 3D nyomtatókkal – egészítette ki portfólióját.
Andy Middleton, a Stratasys EMEA regionális elnöke így összegezte:
„Az Audi egy kiváló példa arra, hogy az egyedülálló színes, több alapanyag valós idejű keverésére épülő 3D nyomtatási technológiánk hogyan képes egyszerűsíteni különböző tervezési folyamatokat és hatékonyan lerövidíteni a fejlesztési ciklusokat. Ha az időmegtakarítást, amelyet az Audi a hátsó lámpák esetében ért el, kiterjesztjük a jármű többi alkatrészére is, a piacra dobás idejére gyakorolt összhatás hatalmas lesz. Izgatottan várjuk, hogy az Audi hogyan használja majd az FDM és PolyJet technológiáinkat újabb és újabb alkalmazási területeken, kihasználva az általunk kínált előnyöket a fejlesztési folyamatok hatékonyságának növelésében.”
Forrás: STRATASYS.com
„A dizájn az egyik legfontosabb vásárlási szempont az Audi ügyfelei számára, ezért döntő fontosságú, hogy ragaszkodjunk a legmagasabb szintű minőségi előírásokhoz a járműfejlesztés tervezési és koncepcióalkotási fázisában – magyarázza Dr. Tim Spiering, az Audi 3D műanyagnyomtatási központjának vezetője. – Tehát olyan prototípusokra van szükségünk, amelyek pontos alkatrész-geometriával rendelkeznek, nincsenek eltorzulva, rendkívül jó minőségűek, emellett a tervekhez hű szín és átlátszóság jellemzi őket. A Stratasys J750 3D nyomtató kiemelten fontos előnyt jelent számunkra, hiszen lehetővé teszi, hogy a terveknek megfelelő pontos textúrákat és színeket nyomtassuk. Ez elengedhetetlen ahhoz, hogy a tervezési koncepciókat jóváhagyják a gyártáshoz. Ami a 3D nyomtatott átlátszó alkatrészeket illeti, ezen kívül nem láttam még olyan technológiát, amely megfelel az előírásainknak.”
„Mivel a Stratasys J750-et használjuk a hátsó lámpaburák prototípusainak készítéséhez, felgyorsítjuk a tervellenőrzési folyamatot – teszi hozzá Spiering. – Úgy becsüljük, hogy akár 50 százalékos időmegtakarítást is elérhetünk a 3D nyomtatási technológia alkalmazásával a hátsó lámpaburák prototípus-készítése során.”
A 3D műanyagnyomtatási szakértelemért, tanácsadásért és gyártásért egyaránt Dr. Spiering és 24 fős csapata felel az Audi ingolstadti központjában. Mióta 2002-ben befektettek az első Stratasys FDM 3D nyomtatóba, a részleg tíz 3D polimernyomtatóval – többek között Stratasys FDM és PolyJet 3D nyomtatókkal – egészítette ki portfólióját.
Andy Middleton, a Stratasys EMEA regionális elnöke így összegezte:
„Az Audi egy kiváló példa arra, hogy az egyedülálló színes, több alapanyag valós idejű keverésére épülő 3D nyomtatási technológiánk hogyan képes egyszerűsíteni különböző tervezési folyamatokat és hatékonyan lerövidíteni a fejlesztési ciklusokat. Ha az időmegtakarítást, amelyet az Audi a hátsó lámpák esetében ért el, kiterjesztjük a jármű többi alkatrészére is, a piacra dobás idejére gyakorolt összhatás hatalmas lesz. Izgatottan várjuk, hogy az Audi hogyan használja majd az FDM és PolyJet technológiáinkat újabb és újabb alkalmazási területeken, kihasználva az általunk kínált előnyöket a fejlesztési folyamatok hatékonyságának növelésében.”
Forrás: STRATASYS.com 



 Neil Oatley, a McLaren Racing tervezésért és fejlesztésért felelős igazgatója a következőket mondta el: „Folyamatosan módosítjuk és tökéletesítjük a Forma 1-es versenyautó terveit, így az új tervváltozatok gyors tesztelésére való képesség alapvető fontosságú az autó könnyebbé tételéhez, és még inkább a nagyobb teljesítményt célzó, kézzelfogható változatok számának növelése tekintetében.
Neil Oatley, a McLaren Racing tervezésért és fejlesztésért felelős igazgatója a következőket mondta el: „Folyamatosan módosítjuk és tökéletesítjük a Forma 1-es versenyautó terveit, így az új tervváltozatok gyors tesztelésére való képesség alapvető fontosságú az autó könnyebbé tételéhez, és még inkább a nagyobb teljesítményt célzó, kézzelfogható változatok számának növelése tekintetében.