
Kundenspezifische Montagelösungen
Oreck Manufacturing fertigt für jede Staubsaugerserie 40 bis 50 identische Montagepaletten. So auch für die Titanium-Serie, genauer gesagt für den XL21, einen aufrechten Haushaltsstaubsauger. Dieses hochwertige Gerät bietet Nutzern Funktionen wie hypoallergene Filterung, einen zweistufigen, einstellbaren Motor und fortschrittliche Schalldämpfung.
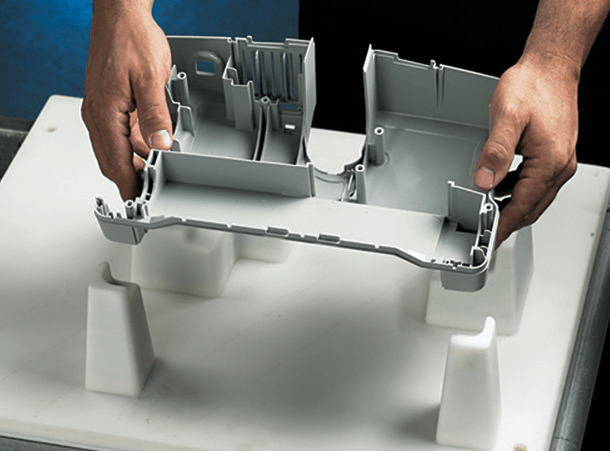
Die Paletten der Produktionslinie fixieren die obere Abdeckung des Staubsaugers präzise und ermöglichen so eine schnelle und einfache Montage. Nachdem Motor, Lüftergehäuse und weitere tragende Bauteile in die fixierte obere Abdeckung eingesetzt wurden, wird die untere Abdeckung darauf montiert.
„Manche Projekte mit herkömmlichen Spannvorrichtungen kosten über 100.000 Dollar, die Einsparungen können also beträchtlich sein.“
Billfisch
Oreck
Vereinfachte Montage
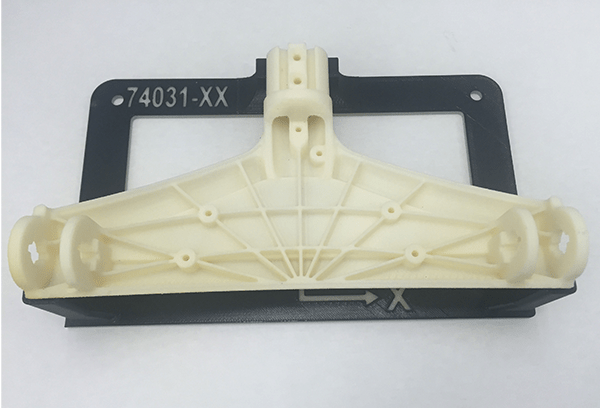
Jede Montagevorrichtung besteht aus vier Kunststoffstiften, die an einer Standard-Montagepalette von Bosch befestigt werden können. Die Vorrichtungskomponenten sind speziell auf die Aufnahme des Deckels zugeschnitten und weisen eine Toleranz von 0,076 mm auf, sodass der Deckel fest sitzt.
Das Ingenieurteam von Oreck verwendet Standard-CAD-Tools, um die für jede Vorrichtung benötigten Teile zu konstruieren. Laut Bill Fish, dem leitenden Modellierer bei Oreck, ist die Konstruktion der Vorrichtungsteile recht unkompliziert. „Wir haben bereits eine Datei für die Standard-Stützsäulen. Wir fügen die 3D-Abdeckung hinzu, betten sie in die Stützsäule ein und entfernen sie anschließend wieder. Der gesamte Vorgang dauert etwa anderthalb Stunden.“
Bisher nutzte Oreck ausschließlich traditionelle Methoden zur Herstellung von Montagevorrichtungen. Dazu gehörten Silikon- oder Epoxidformen und Urethan-Gussteile mit Einsätzen. Vor einigen Jahren erwarb Oreck zwei Fortus 3D-Fertigungssysteme . Diese Technologie ermöglichte die additive Fertigung von Vorrichtungen, die Oreck seither nach Möglichkeit einsetzt.
„Durch die additive Fertigung senken wir die Herstellungskosten für Vorrichtungen um bis zu 65 Prozent, da wir sie im eigenen Haus produzieren“, so Fish. „Manche Projekte mit herkömmlichen Vorrichtungen kosten über 100.000 US-Dollar, die Einsparungen sind also beträchtlich.“
Bei dieser Kostenstruktur amortisieren sich die Maschinen bereits nach wenigen Projekten.
Die Herstellung der Palettenmontagevorrichtung im 3D-Druckverfahren ist erst der Anfang. Die Instandhaltung der Paletten in anspruchsvollen Produktionsumgebungen ist genauso wichtig wie die Beschaffung von Originalteilen. „Wenn eine Vorrichtung während des Gebrauchs aus irgendeinem Grund bricht oder kaputt geht, können wir sie schnell und einfach intern ersetzen. Alles, was eine Palette aus der Produktion nimmt, kostet uns Geld. Wir betreiben die Fortus-Systeme rund um die Uhr“, sagte Fish.
Neben der Fertigung von Vorrichtungen nutzt Oreck die FDM-Technologie zur Herstellung von Prototypen und Modellen für Marketingfotos und Werbung.
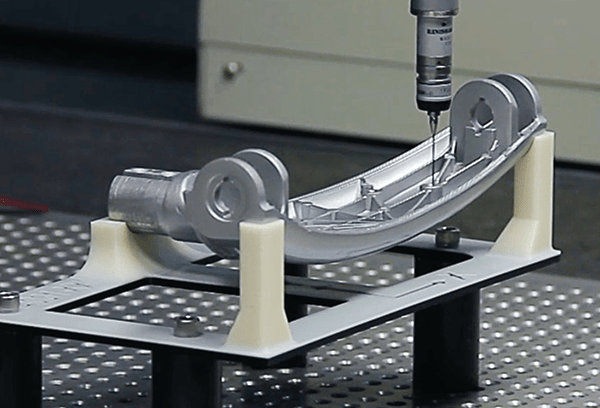
„Wir verwenden die Maschinen auch zur Fertigung spezieller Montagewerkzeuge, Vorrichtungen für Koordinatenmessgeräte (KMG), für die technische Prüfung und für CNC-Fräsmaschinen. Darüber hinaus stellen wir komplette Modelle her. Die einzige Grenze unserer Maschinen ist unsere Vorstellungskraft.“
| Verfahren | Kosten |
|---|---|
|
Traditionelles Pressen und Gießen |
100.000 US-Dollar |
|
FDM-Fertigung |
35.000 US-Dollar |
|
Ersparnisse |
65.000 $ (65 %) |

Erfahren Sie, wie die additive Fertigung dem Vorrichtungsherstellungsprozess neue Dynamik verleihen und gleichzeitig Zeit- und Kosteneinsparungen ermöglichen kann!
Laden Sie die 12-seitige
Lösungsanleitung in ungarischer Sprache herunter!